一种二次拉延连续冲压模具的制作方法
本技术涉及制造业领域,具体为一种二次拉延连续冲压模具。
背景技术:
1、冲压模具是现代制造业加工中常用的工艺,根据产品的形状,设计出特定的成型模具,通过外部驱动部件和送料部件的驱动下,使得胚料经过冲模后直接形成产品外形,大大提升了产品的生产效率。
2、传统的冲模模具上具有切边加拉延的方式对产品进行冲压,虽能达到冲压成型的目的,但是,大多数模具上都不具备预拉延结构,无法在同一工序上完成预拉延、切边、拉延、整形和倒角工艺,部分工艺需要产品成型后进行再加工,既增大了生产成本,又会延长产品加工时间。
技术实现思路
1、本实用新型的目的在于提供一种二次拉延连续冲压模具,以解决上述背景技术中提出的问题,本实用新型有效解决产品拉延尺寸高时,尺寸公差难以保证的问题,节约模具制作成本,提高生产效率。
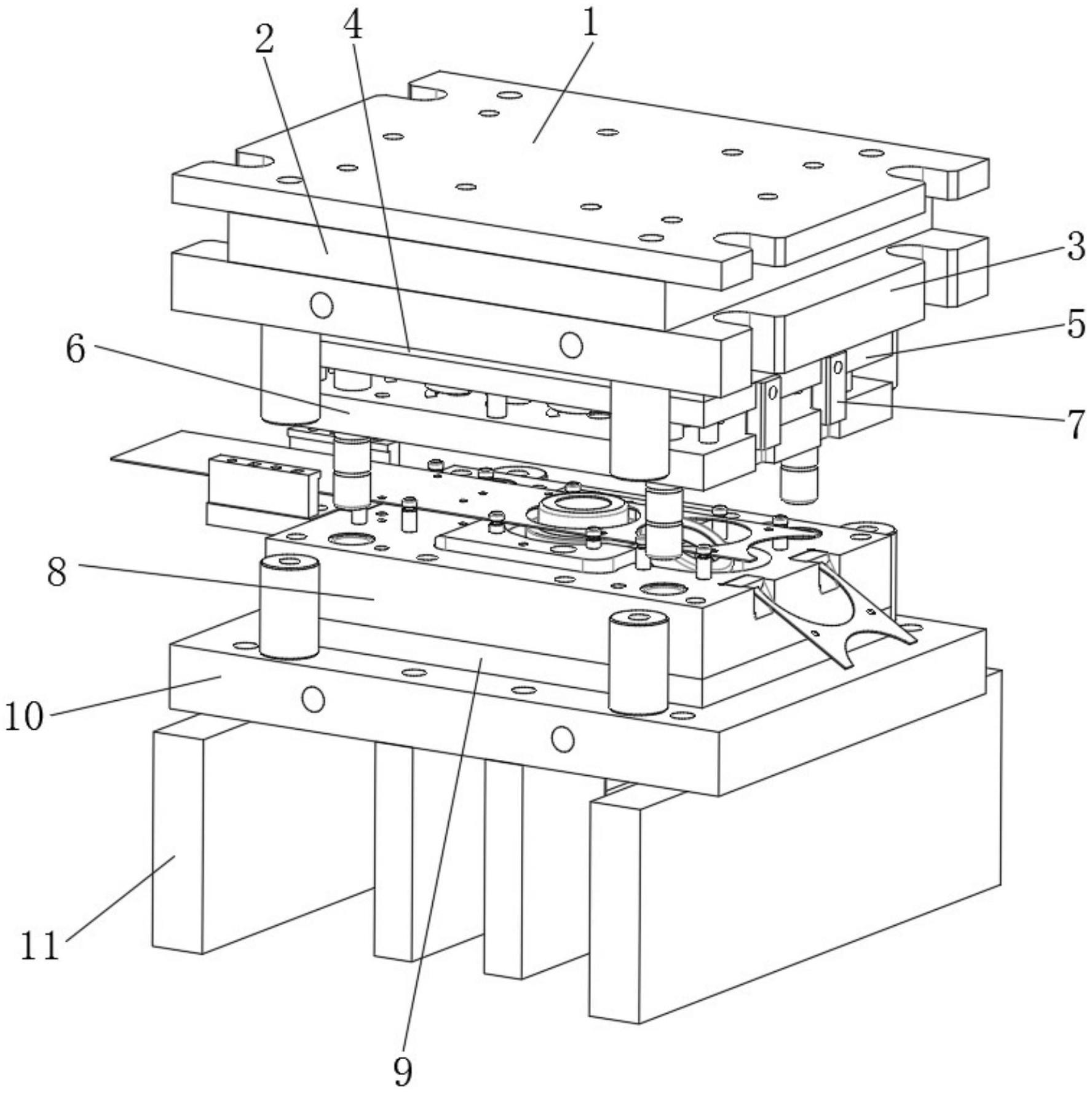
2、为实现上述目的,本实用新型提供如下技术方案:一种二次拉延连续冲压模具,包括上模座和下模座,所述上模座顶面固定连接有上垫块,所述上垫块顶面固定连接有上托板,所述上模座底面安装有上垫板,所述上垫板底面固定连接有上夹块,所述上夹块底面活动连接有脱料板,所述脱料板底面设置有上成型组件;
3、所述下模座顶面固定连接有下垫板,所述下垫板顶面连接有下模板,所述下模板顶面设置有下成型组件,所述下模座底面设置有顶出组件,所述下模座底面固定连接有下垫块。
4、优选的,所述上成型组件包括脱料板镶件,所述脱料板镶件固定安装在脱料板底面,所述脱料板镶件内侧壁安装有拉延凹模,所述拉延凹模内侧壁活动连接有上内脱板,所述上内脱板内侧设置若干个导正销,所述上内脱板内侧设置有若干个顶料销,所述导正销和顶料销侧边设置有冲孔冲头。
5、优选的,所述下成型组件包括下脱板,所述下脱板固定连接在下模板顶面,所述下脱板内侧安装有下模切边镶件,所述下模切边镶件内侧壁安装有下内脱板,所述下内脱板内壁活动连接有拉延冲头,所述下模板左侧壁固定连接有送料架;
6、所述下模板顶面对称安装有若干个浮升两用销,两侧所述浮升两用销之间设置有工件材料。
7、优选的,所述上夹块右侧壁固定连接有两个切废料冲头,所述下模板顶面靠近右侧处设置有两个切废料镶件。
8、优选的,所述顶出组件包括顶杆,所述顶杆活动连接在下模座底面,所述顶杆顶端贯穿下模座并与下内脱板连接,所述顶杆底端固定连接有打击板,所述打击板底面固定连接有若干个氮气弹簧。
9、优选的,所述拉延冲头截面呈台阶形设置。
10、与现有技术相比,本实用新型的有益效果是:
11、1、本技术方案在原来的复合切边加拉延的方法上增加一个预拉延结构,在同一工步上完成预拉延、切边、拉延、整形还有倒角5个工艺;
12、2、本技术方案有效解决产品拉延尺寸高时,尺寸公差难以保证的问题,节约模具制作成本,提高生产效率。
技术特征:
1.一种二次拉延连续冲压模具,包括上模座(3)和下模座(10),其特征在于:所述上模座(3)顶面固定连接有上垫块(2),所述上垫块(2)顶面固定连接有上托板(1),所述上模座(3)底面安装有上垫板(4),所述上垫板(4)底面固定连接有上夹块(5),所述上夹块(5)底面活动连接有脱料板(6),所述脱料板(6)底面设置有上成型组件;
2.根据权利要求1所述的一种二次拉延连续冲压模具,其特征在于:所述上成型组件包括脱料板镶件(14),所述脱料板镶件(14)固定安装在脱料板(6)底面,所述脱料板镶件(14)内侧壁安装有拉延凹模(13),所述拉延凹模(13)内侧壁活动连接有上内脱板(12),所述上内脱板(12)内侧设置若干个导正销(15),所述上内脱板(12)内侧设置有若干个顶料销(16),所述导正销(15)和顶料销(16)侧边设置有冲孔冲头(25)。
3.根据权利要求1所述的一种二次拉延连续冲压模具,其特征在于:所述下成型组件包括下脱板(21),所述下脱板(21)固定连接在下模板(8)顶面,所述下脱板(21)内侧安装有下模切边镶件(20),所述下模切边镶件(20)内侧壁安装有下内脱板(19),所述下内脱板(19)内壁活动连接有拉延冲头(18),所述下模板(8)左侧壁固定连接有送料架(17);
4.根据权利要求1所述的一种二次拉延连续冲压模具,其特征在于:所述上夹块(5)右侧壁固定连接有两个切废料冲头(7),所述下模板(8)顶面靠近右侧处设置有两个切废料镶件(22)。
5.根据权利要求1所述的一种二次拉延连续冲压模具,其特征在于:所述顶出组件包括顶杆(26),所述顶杆(26)活动连接在下模座(10)底面,所述顶杆(26)顶端贯穿下模座(10)并与下内脱板(19)连接,所述顶杆(26)底端固定连接有打击板(27),所述打击板(27)底面固定连接有若干个氮气弹簧(28)。
6.根据权利要求3所述的一种二次拉延连续冲压模具,其特征在于:所述拉延冲头(18)截面呈台阶形设置。
技术总结
本技术公开了一种二次拉延连续冲压模具,包括上模座和下模座,所述上模座顶面固定连接有上垫块,所述上垫块顶面固定连接有上托板,所述上模座底面安装有上垫板,所述上垫板底面固定连接有上夹块,所述上夹块底面活动连接有脱料板,所述脱料板底面设置有上成型组件;所述下模座顶面固定连接有下垫板,所述下垫板顶面连接有下模板,所述下模板顶面设置有下成型组件,所述下模座底面设置有顶出组件,所述下模座底面固定连接有下垫块,本技术方案在原来的复合切边加拉延的方法上增加一个预拉延结构,在同一工步上完成预拉延、切边、拉延、整形还有倒角5个工艺。
技术研发人员:周则尧
受保护的技术使用者:东莞市淳博五金实业有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!