一种偏心工件车工装的制作方法
本技术涉及工件加工,特别涉及一种偏心工件车工装。
背景技术:
1、在机械加工行业,用工件内孔定位的工装很多,其中常用的是经典的“平面-轴”定位工装结构,能满足加工工艺的需要。如果遇到工件孔的加工公差范围大,而位置度公差范围小的情况,用经典的“平面-轴”定位工装装夹时的间隙过大,就会出现位置度超差的情况,造成工件定位不可靠或超差,难以保证工件的加工质量和技术要求。
2、现行解决方法一是工件分组选配定位轴进行加工,二是事先缩小孔的加工公差范围,来保证与定位轴的配合间隙,由此也带来了间隙太小安装困难和增加成本的问题。
3、高压开关设备中有一种偏心零件,车工序需要以左端面和孔定位,加工右端各部尺寸,因偏心距公差范围小,已加工的孔尺寸公差范围比较大,用“平面-轴”工装定位有出现偏心距超差的情况,满足不了零件加工质量的要求,为此,我们提出一种偏心工件车工装。
技术实现思路
1、本实用新型的主要目的在于提供一种偏心工件车工装,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
3、一种偏心工件车工装,包括加工圆盘和固定机构,所述加工圆盘上方可拆卸安装有工件;所述固定机构可拆卸安装在加工圆盘上,并对工件进行固定限位;其中,所述加工圆盘的上端面开设有偏心孔;所述固定机构包括与加工圆盘匹配设置的圆柱内螺纹涨套定位盘、与圆柱内螺纹涨套定位盘匹配的圆垫片和对工件进行固定的涨紧螺钉,所述工件可与圆柱内螺纹涨套定位盘贴合连接。
4、优选的,所述固定机构还包括可拆卸安装在加工圆盘一侧的配重盘和将配重盘固定在加工圆盘上的紧固螺栓,所述加工圆盘上开设有与紧固螺栓相匹配的螺栓孔。
5、优选的,所述圆柱内螺纹涨套定位盘设置为圆盘形状,且所述圆柱内螺纹涨套定位盘对称设置有若干组与加工圆盘固定的第一螺钉。
6、优选的,所述圆柱内螺纹涨套定位盘上端面设置有与工件相匹配的定位涨套,所述圆柱内螺纹涨套定位盘下端面设置有与偏心孔相对应的定位凸台。
7、优选的,所述工件和圆柱内螺纹涨套定位盘上均设置有用于与加工圆盘匹配的菱形销,所述圆柱内螺纹涨套定位盘上开设有与菱形销相匹配的销孔。
8、优选的,所述圆垫片上开设有与涨紧螺钉相匹配的螺纹孔,所述圆垫片设置在工件的内侧底面,所述涨紧螺钉穿过第一螺纹孔,并固定在定位涨套上,所述工件的下端面设置有与定位涨套相匹配的定位孔。
9、优选的,所述加工圆盘上设置有若干组用于限位的第二螺钉,若干组第二螺钉对称设置在加工圆盘上。
10、优选的,所述螺栓孔和偏心孔均设置在加工圆盘的中心线上。
11、与现有技术相比,本实用新型具有如下有益效果:
12、通过设置的加工圆盘和固定机构,采用“平面-圆柱内螺纹涨套”的定位结构,消除了工件孔定位的间隙,实现了无间隙零误差定位,解决了上述经典的“平面-轴”工装存在的不足,且“平面-圆柱内螺纹涨套”高精度定位功能,有效满足了高精度工件定位的技术要求,圆柱内螺纹涨套特有的可涨紧和螺纹可拆装的双重性功能,也方便了工件的装卸,方便人们使用,增加了整个工装的适用性。
技术特征:
1.一种偏心工件车工装,其特征在于,包括:
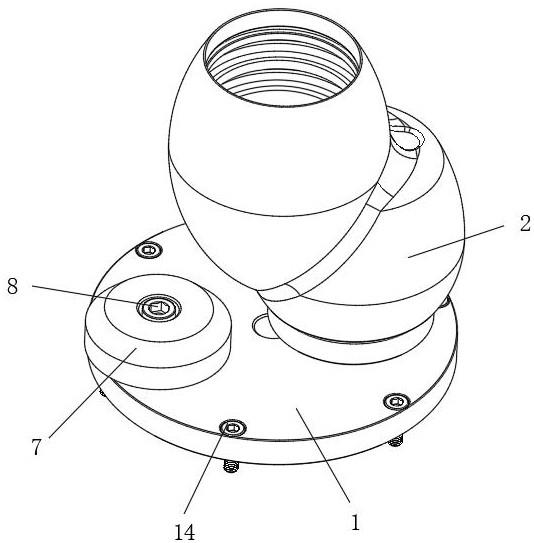
2.根据权利要求1所述的一种偏心工件车工装,其特征在于:所述固定机构还包括可拆卸安装在加工圆盘(1)一侧的配重盘(7)和将配重盘(7)固定在加工圆盘(1)上的紧固螺栓(8),所述加工圆盘(1)上开设有与紧固螺栓(8)相匹配的螺栓孔。
3.根据权利要求2所述的一种偏心工件车工装,其特征在于:所述圆柱内螺纹涨套定位盘(4)设置为圆盘形状,且所述圆柱内螺纹涨套定位盘(4)对称设置有若干组与加工圆盘(1)固定的第一螺钉(11)。
4.根据权利要求3所述的一种偏心工件车工装,其特征在于:所述圆柱内螺纹涨套定位盘(4)上端面设置有与工件(2)相匹配的定位涨套(9),所述圆柱内螺纹涨套定位盘(4)下端面设置有与偏心孔(3)相对应的定位凸台(10)。
5.根据权利要求2所述的一种偏心工件车工装,其特征在于:所述工件(2)和圆柱内螺纹涨套定位盘(4)上均设置有用于与加工圆盘(1)匹配的菱形销(12),所述圆柱内螺纹涨套定位盘(4)上开设有与菱形销(12)相匹配的销孔(13)。
6.根据权利要求5所述的一种偏心工件车工装,其特征在于:所述圆垫片(5)上开设有与涨紧螺钉(6)相匹配的螺纹孔,所述圆垫片(5)设置在工件(2)的内侧底面,所述涨紧螺钉(6)穿过第一螺纹孔,并固定在定位涨套(9)上,所述工件(2)的下端面设置有与定位涨套(9)相匹配的定位孔。
7.根据权利要求1所述的一种偏心工件车工装,其特征在于:所述加工圆盘(1)上设置有若干组用于限位的第二螺钉(14),若干组第二螺钉(14)对称设置在加工圆盘(1)上。
8.根据权利要求2所述的一种偏心工件车工装,其特征在于:所述螺栓孔和偏心孔(3)均设置在加工圆盘(1)的中心线上。
技术总结
本技术公开了一种偏心工件车工装,包括加工圆盘和固定机构,加工圆盘上方可拆卸安装有工件;固定机构可拆卸安装在加工圆盘上,并对工件进行固定限位;固定机构包括与加工圆盘匹配设置的圆柱内螺纹涨套定位盘、与圆柱内螺纹涨套定位盘匹配的圆垫片和对工件进行固定的涨紧螺钉。本技术的一种偏心工件车工装,采用“平面‑圆柱内螺纹涨套”的定位结构,消除了工件孔定位的间隙,实现了无间隙零误差定位,解决了上述经典的“平面‑轴”工装存在的不足,且“平面‑圆柱内螺纹涨套”高精度定位功能,有效满足了高精度工件定位的技术要求,圆柱内螺纹涨套特有的可涨紧和螺纹可拆装的双重性功能,也方便了工件的装卸。
技术研发人员:王长海
受保护的技术使用者:陕西永乐有色金属制造股份有限公司
技术研发日:20230510
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!