一种管材的泄压式挤压模具的制作方法
本技术属于挤压模具,具体地涉及一种管材的泄压式挤压模具。
背景技术:
1、在铝型材挤压成型工艺中,挤压模具是保证产品的形状、尺寸和精度的基本工具,是产品内、外表面质量的最重要的因素之一。以圆管型材为例,现有的一种常规挤压模具包括有相互配合安装的上模和下模,上模具有周向均匀分布的五个分流孔及突出的圆柱状模芯,下模具有贯通的圆孔状型腔,上下模配合安装后模芯位于型腔内,二者之间形成与型材轮廓相同的缝隙,从而将铝棒挤压通过该缝隙后得到所需的管材。但由于圆管的空心面积大,占据了入料面积,存在难以泄压的问题,因而挤压速度缓慢,效率较低。并且需要采用挤压力吨位较大的挤压机,能耗高,效费比高。同时,由于模具承受压力大,也会导致模具的使用寿命降低。
技术实现思路
1、本实用新型所要解决的技术问题在于:提供一种管材的泄压式挤压模具,以实现有效的泄压,从而使圆管等管材的挤压生产更高效。
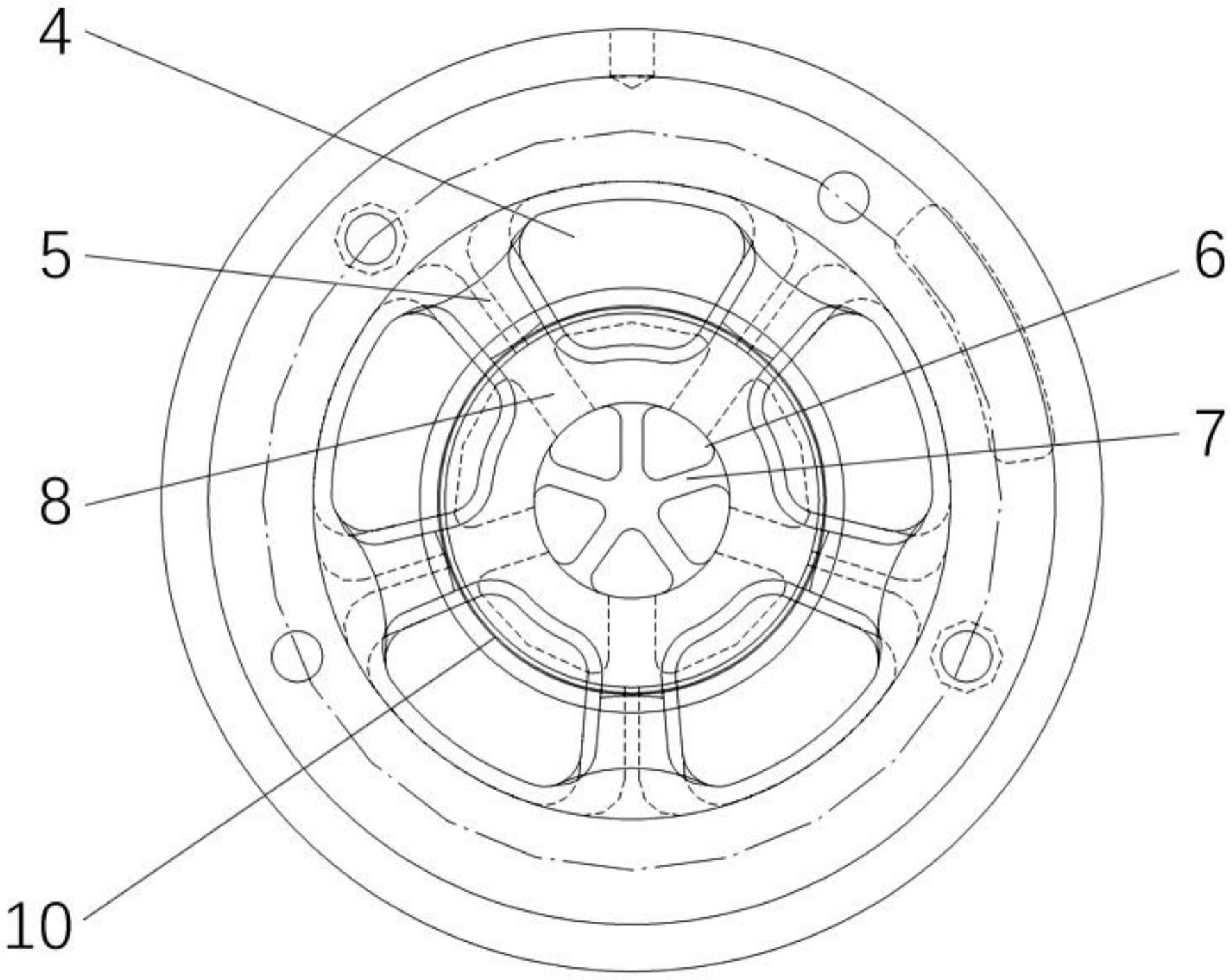
2、依据本实用新型的技术方案,本实用新型提供了一种管材的泄压式挤压模具,包括有相互配合安装的上模和下模,上模在出料侧的居中位置突出地设置有模芯,上模在模芯周围开设有沿入料方向贯通的分流孔,分流孔之间为分流桥;上模在入料侧的居中位置开设有导流孔,导流孔的底部位于模芯内;导流孔的底部朝向入料侧突出设置有导流桥;模芯侧面开设有引流坑,引流坑为贯通至导流孔内的通道。
3、进一步地,下模在入料侧开设有凹陷的焊合室,焊合室内开设有贯通的型腔。
4、进一步地,在从出料侧指向入料侧的方向上,引流坑靠近出料侧的一面的位置不低于焊合室的底面。
5、进一步地,分流桥为轴向均匀分布的五个,分流孔为周向均匀分布的五个。
6、进一步地,导流桥为呈周向均匀放射状设置的多个。
7、进一步地,导流桥的数量为五个。
8、优选地,导流桥的位置与分流桥的位置相错开。
9、优选地,引流坑位于分流桥的出料侧。
10、进一步地,焊合室为一级焊合室,其内侧还设有下凹的二级焊合室;
11、下模在型腔的出料侧呈阶梯状地依次设置有一级空刀槽、二级空刀槽和三级空刀槽,该三者的内径逐个增加。
12、根据一些实施例,管材为圆管。
13、与现有技术相比,本实用新型的有益技术效果如下:
14、本方案上模在对应管材中部空心位置的模芯处设置导流孔,并设置导流桥以及引流坑,对铝金属流进行引导泄压。引流坑设置于型材模具的模芯中,在分流桥处引出铝金属流。实现金属流进一步缓冲,正向压力的金属流,加快桥底流速,减轻金属流对桥位的拉扯,降低有效应力,提高模具寿命,提高成材率,并且能够用低一档挤压机台进行挤压,减少能耗。
技术特征:
1.一种管材的泄压式挤压模具,其特征在于,包括有相互配合安装的上模(1)和下模(2),所述上模(1)在出料侧的居中位置突出地设置有模芯(3),所述上模(1)在所述模芯(3)周围开设有沿入料方向贯通的分流孔(4),所述分流孔(4)之间为分流桥(5);所述上模(1)在入料侧的居中位置开设有导流孔(6),所述导流孔(6)的底部位于所述模芯(3)内;所述导流孔(6)的底部朝向入料侧突出设置有导流桥(7);所述模芯(3)侧面开设有引流坑(8),所述引流坑(8)为贯通至所述导流孔(6)内的通道。
2.如权利要求1所述的一种管材的泄压式挤压模具,其特征在于,所述下模(2)在入料侧开设有凹陷的焊合室(9),所述焊合室(9)内开设有贯通的型腔(10)。
3.如权利要求2所述的一种管材的泄压式挤压模具,其特征在于,在从出料侧指向入料侧的方向上,所述引流坑(8)靠近出料侧的一面的位置不低于所述焊合室(9)的底面。
4.如权利要求1所述的一种管材的泄压式挤压模具,其特征在于,所述分流桥(5)为轴向均匀分布的五个,所述分流孔(4)为周向均匀分布的五个。
5.如权利要求1所述的一种管材的泄压式挤压模具,其特征在于,所述导流桥(7)为呈周向均匀放射状设置的多个。
6.如权利要求5所述的一种管材的泄压式挤压模具,其特征在于,所述导流桥(7)的数量为五个。
7.如权利要求1所述的一种管材的泄压式挤压模具,其特征在于,所述导流桥(7)的位置与所述分流桥(5)的位置相错开。
8.如权利要求1所述的一种管材的泄压式挤压模具,其特征在于,所述引流坑(8)位于所述分流桥(5)的出料侧。
9.如权利要求2或3所述的一种管材的泄压式挤压模具,其特征在于,所述焊合室(9)为一级焊合室,其内侧还设有下凹的二级焊合室(14);所述下模(2)在所述型腔(10)的出料侧呈阶梯状地依次设置有一级空刀槽(11)、二级空刀槽(12)和三级空刀槽(13),该三者的内径逐个增加。
10.如权利要求1-8中任意一项所述的一种管材的泄压式挤压模具,其特征在于,所述管材为圆管。
技术总结
本技术提供了一种管材的泄压式挤压模具,包括有相互配合安装的上模和下模,上模在出料侧的居中位置突出地设置有模芯,上模在模芯周围开设有沿入料方向贯通的分流孔,分流孔之间为分流桥;上模在入料侧的居中位置开设有导流孔,导流孔的底部位于模芯内;导流孔的底部朝向入料侧突出设置有导流桥;模芯侧面开设有引流坑,引流坑为贯通至导流孔内的通道。本方案在上模设置导流孔、导流桥以及引流坑对铝金属流进行引导泄压,实现金属流进一步缓冲,正向压力的金属流,加快桥底流速,减轻金属流对桥位的拉扯,降低有效应力,提高模具寿命,提高成材率,并且能够用低一档挤压机台进行挤压,减少能耗。
技术研发人员:廖永景,招海棠,韦超华
受保护的技术使用者:广东兴发铝业有限公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!