一种不锈钢焊点保护装置的制作方法
本技术属于不锈钢焊接,具体涉及一种不锈钢焊点保护装置。
背景技术:
1、随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,在焊接不锈钢钢管生产工艺中,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
2、为了降低成本,将抛光打蜡的这种焊接点处理的方式改为了直接用自喷漆的方法,节省了时间和人力,但是自喷漆这样的处理方式它能够保持的时间并不长,最多也就一两年的时间就会因为太阳晒和雨水的冲刷而掉落,时间长了就会有生锈的情况发生了。不锈钢管在焊接后不便于对焊点进行保护,焊点位置容易发生氧化。
技术实现思路
1、为了解决不锈钢管在焊接后不便于对焊点进行保护,焊点位置容易发生氧化。
2、本实用新型的技术方案如下:
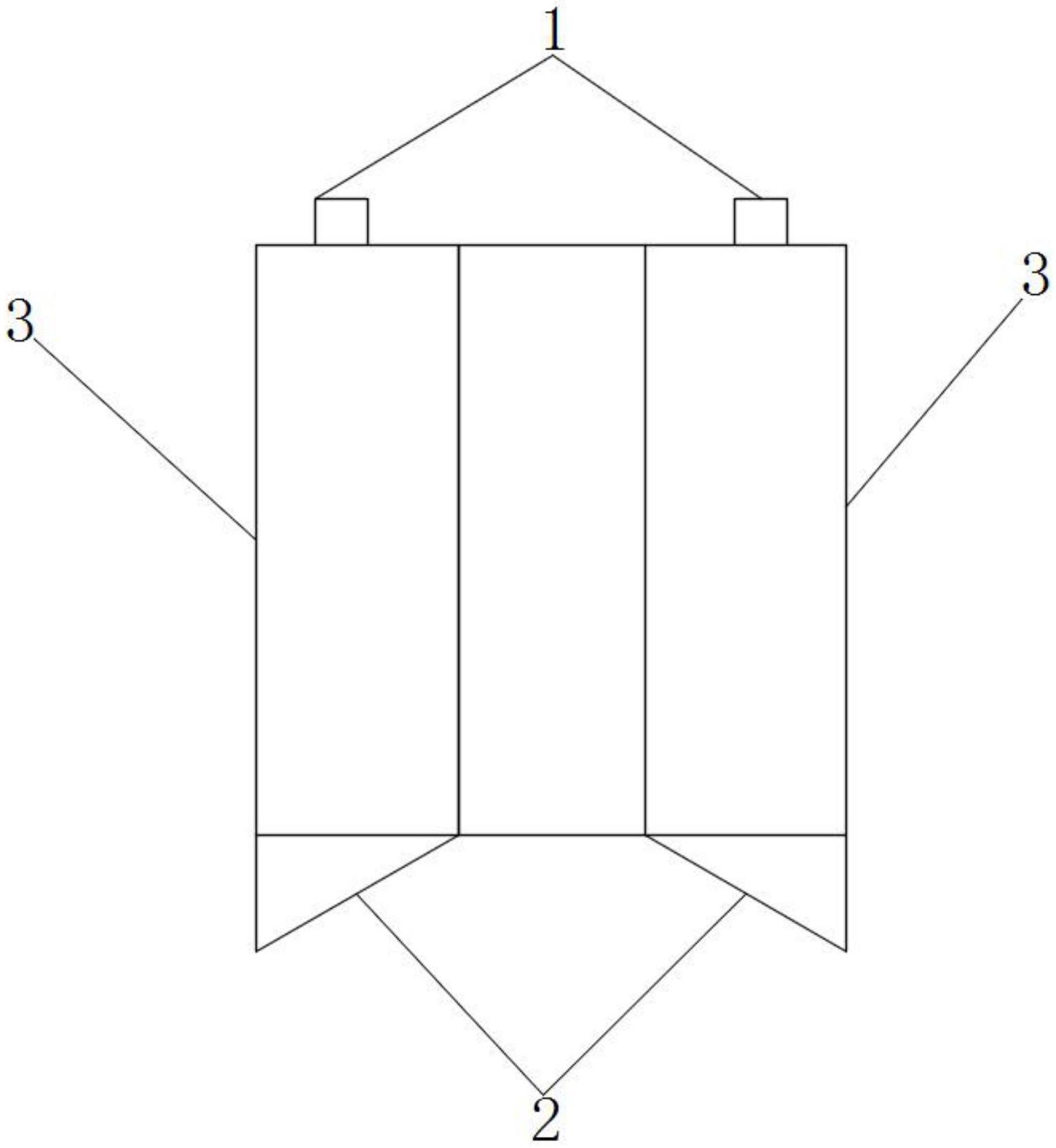
3、一种不锈钢焊点保护装置,包括气管,气管包括前段气管和后段气管,所述后段气管具有进气口,前段气管前端具有出气口,气管内部具有气道,所述后段气管横截面的直径小于前段气管,前段气管前端出气口处呈圆锥状。
4、优选的,出气口外侧长度大于内侧,呈三角状。
5、优选的,出气口出气的角度为30°~45°。
6、优选的,后段气管后端开设有两个进气口,进气口位于后段气管后端左右两侧。
7、优选的,前段气管前端开设有两个出气口,出气口位于前段气管前端的左右两侧。
8、优选的,管内部具有两个独立的气道,气道开设于气管内部左右两侧。
9、与现有技术相比,本实用新型具有如下有益效果:
10、(1)本实用新型设计的一种不锈钢焊点保护装置,结构简单,能够使空气无法接触到焊点,从而使得焊接过程更加稳定,不锈钢产品质量高。
11、(2)在本实用新型的实施例中,通过设计出气口,出气口倾斜呈三角状,充入保护气体时,保护气能够分布在焊点周围形成气压保护罩。
技术特征:
1.一种不锈钢焊点保护装置,其特征在于,包括气管,气管包括前段气管和后段气管,所述后段气管具有进气口,前段气管前端具有出气口,气管内部具有气道,所述后段气管横截面的直径小于前段气管,前段气管前端出气口处呈圆锥状。
2.根据权利要求1所述的一种不锈钢焊点保护装置,其特征在于,出气口外侧长度大于内侧,呈三角状。
3.根据权利要求1所述的一种不锈钢焊点保护装置,其特征在于,出气口出气的角度为30°~45°。
4.根据权利要求1所述的一种不锈钢焊点保护装置,其特征在于,后段气管后端开设有两个进气口,进气口位于后段气管后端左右两侧。
5.根据权利要求1所述的一种不锈钢焊点保护装置,其特征在于,前段气管前端开设有两个出气口,出气口位于前段气管前端的左右两侧。
6.根据权利要求1所述的一种不锈钢焊点保护装置,其特征在于,管内部具有两个独立的气道,气道开设于气管内部左右两侧。
技术总结
本技术涉及一种不锈钢焊点保护装置,包括气管,气管包括前段气管和后段气管,所述后段气管具有进气口,前段气管前端具有出气口,气管内部具有气道,所述后段气管横截面的直径小于前段气管,前段气管前端出气口处呈圆锥状,结构简单,能够使空气无法接触到焊点,从而使得焊接过程更加稳定,不锈钢产品质量高。
技术研发人员:杨延辉
受保护的技术使用者:山东科耐特管业有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!