一种样管内外面刻伤加工用可调试电极头结构的制作方法
本技术属于钢管生产领域中样管人工凹槽加工,具体涉及一种样管内外面刻伤加工用可调试电极头结构。
背景技术:
1、在制造和生产钢管产品时,标准样管是用来调试探伤设备和进行探伤结果判定,需要在标准样管的表面通过刻伤设备(电火花加工方法)加工出凹槽。当前刻伤机的电极头结构主要由定位座、液压缸、绝缘杆、电极座、电极轴和片状刻伤电极片构成,电极轴、电极座及刻伤电极片均采用铜材料制成。定位座通过下端的v形槽可定位于样管的外表面,而通过v形槽两侧平面(实际为两侧平面上的两条平行线)可定位于样管的内圆面上。定位座的前端与液压缸的后端固定连接。绝缘杆沿水平方向设置,绝缘杆的后端伸入到液压缸内,与液压缸内可上下移动的活塞杆连接,实现绝缘杆的上下移动驱动。从而实现刻伤槽深度的控制。绝缘杆的后端与块状电极座后端设置的插孔处形成插装固定连接。电极座的前端设置竖向孔,在竖向孔内插装固定电极轴。电极轴和电极座均采用铜材料制成,在电极座上设置有电极固定位,通过引线与刻伤设备的主机连接。刻伤电极片固定于电极轴的下部,刻伤电极片的下端与样管的带加工面接触,对样管表面进行刻伤加工,加工出与刻伤电极片形状一致的凹槽。
2、当前的刻伤技术在样管内外面仅能进行纵向凹槽和横向凹槽的刻伤,无法精准进行斜向人工凹槽的刻伤,因此无法满足一些客户提出的进行斜向凹槽探伤的需求。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足之处,提供一种可实现多角度、具有较好的适用性的样管内外面刻伤加工用可调试电极头结构。
2、本实用新型的上述目的通过以下技术方案来实现:
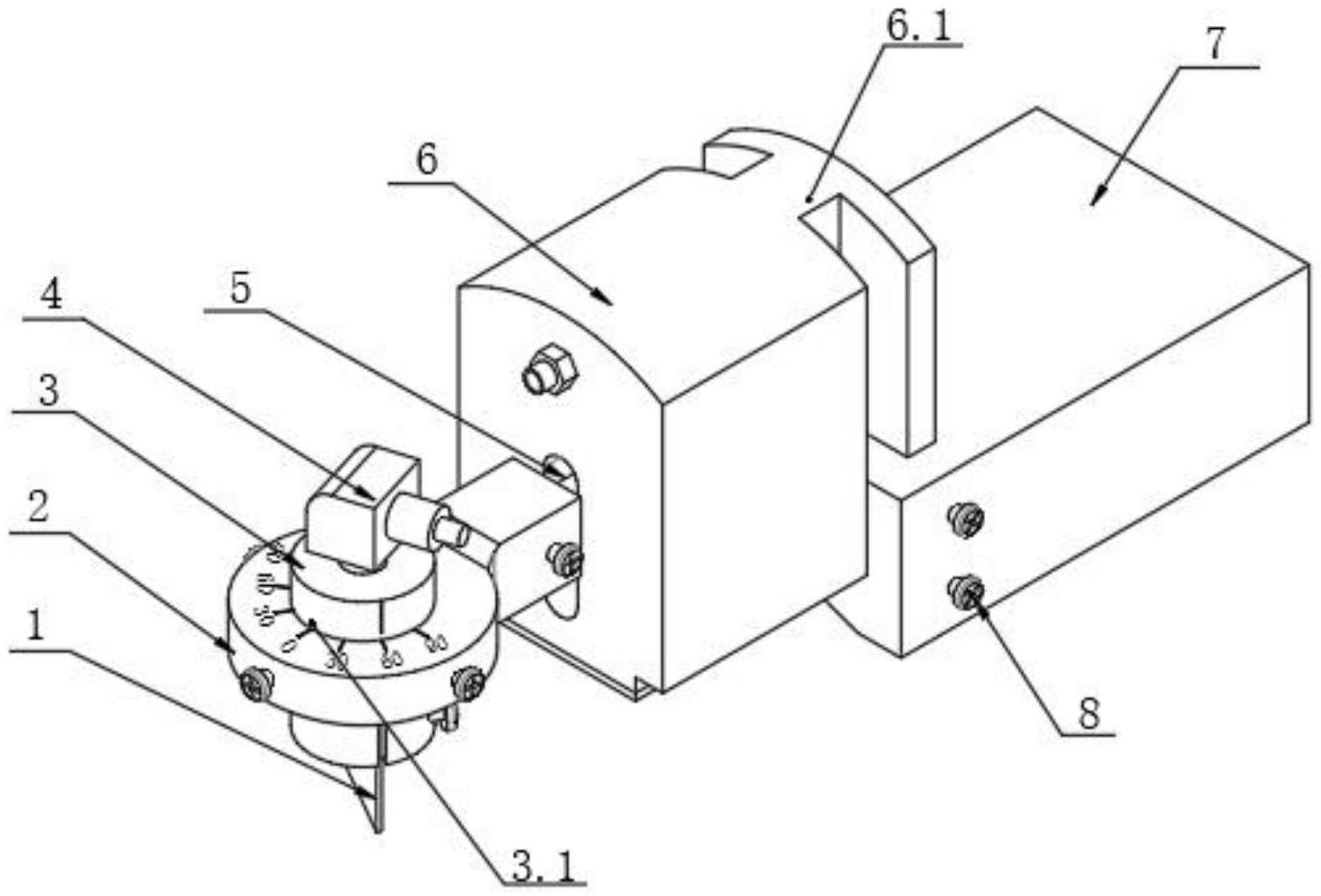
3、一种样管内外面刻伤加工用可调试电极头结构,其特征在于:包括定位座、液压缸、绝缘杆、电极座、电极轴和刻伤电极片;所述定位座的下端设置有用于与样管外表面进行定位配合的v形槽,在v形槽的两侧为呈共面设置的两平面;定位座的前端与液压缸的后端连接;绝缘杆的后端与液压缸的上下可移动活塞的输出端连接;所述电极座由位于前部的环形电极座头和位于后部的方块形电极座尾两部分构成;在电极座尾上设置有与绝缘杆前端插装配合的轴孔,并在对应于轴孔的侧壁设置有垂直连通的紧定螺纹孔,在该紧定螺纹孔内安装有紧定螺钉,使电极座与绝缘杆前端的固定连接;环形电极座头的中心孔为电极轴安装孔,在环形电极座头的上端面位于中心孔的外围前部180°范围内设置有刻度线及刻度数据;其中0刻度设置于中心孔外围的正前方,两侧刻度以0刻度为起始点呈对称设置;并在环形电极座头上位于中部的位置沿圆周方向均布设置有三个径向螺纹孔;
4、所述电极轴的上部与环形电极座头的中心孔插装配合,并通过径向螺钉固定连接;在电极轴上部靠近上端的侧面上设置有用于与电极座上的刻度线对齐的竖向刻度标线;在电极轴下部制有电极安装槽,在电极安装槽的一侧设置有两个紧定螺纹孔;
5、所述刻伤电极片的上端部插装于电极安装槽内,并通过安装于两紧定螺纹孔内的紧定螺钉固定在电极轴的下端;所述刻伤电极片的纵向中面与竖向刻度标线位于同一平面上。
6、而且,电极轴的上部设置有中心进液孔,在电极轴的下部位于电极安装槽的两侧设置有多个出液孔;多个出液孔与中心进液孔均连通;中心进液孔的上端部设置有内螺纹,通过内螺纹与设置于电极轴上方的直角油嘴接头连接。
7、而且,在液压缸的缸体后端设置有沿上下方向延伸的t形连接部,在定位座的前端设置有形状匹配的上下延伸的t形槽;t形连接部由上至下嵌装于t形槽内,在定位座的一侧或两侧对应于t形槽的位置设置有径向顶丝孔,在径向顶丝孔内安装有紧定螺钉,使液压缸以上下可调位的方式与定位座形成固定连接。
8、本实用新型具有的优点和积极效果为:
9、1、本实用新型对电极座的结构进行改进设计,采用前部的环形电极座头和位于后部的方块形的电极座尾两部分构成,并在前部的环形电极座头的上端前半部设置刻度线和刻度数据,并在电极轴的上端设置于其对齐的竖向刻度标线,两者配合,可实现安装于电极轴下端的刻伤电极片的在样管表面倾斜角度的精确调节和固定,从而可满足纵向凹槽、横向凹槽的刻伤及各种倾斜角度的凹槽的刻伤加工需求,达到可较好的适用性。
10、3、本实用新型液压缸与定位座采用上下延伸的t形连接部和t形槽的配合结构,并通过紧定螺钉连接,具有调整方便的优点。
技术特征:
1.一种样管内外面刻伤加工用可调试电极头结构,其特征在于:包括定位座、液压缸、绝缘杆、电极座、电极轴和刻伤电极片;所述定位座的下端设置有用于与样管外表面进行定位配合的v形槽,在v形槽的两侧为呈共面设置的两平面;定位座的前端与液压缸的后端连接;绝缘杆的后端与液压缸的上下可移动活塞的输出端连接;所述电极座由位于前部的环形电极座头和位于后部的方块形电极座尾两部分构成;在电极座尾上设置有与绝缘杆前端插装配合的轴孔,并在对应于轴孔的侧壁设置有垂直连通的紧定螺纹孔,在该紧定螺纹孔内安装有紧定螺钉,使电极座与绝缘杆前端的固定连接;环形电极座头的中心孔为电极轴安装孔,在环形电极座头的上端面位于中心孔的外围前部180°范围内设置有刻度线及刻度数据;其中0刻度设置于中心孔外围的正前方,两侧刻度以0刻度为起始点呈对称设置;并在环形电极座头上位于中部的位置沿圆周方向均布设置有三个径向螺纹孔;
2.根据权利要求1所述的样管内外面刻伤加工用可调试电极头结构,其特征在于:在电极轴的上部设置有中心进液孔,在电极轴的下部位于电极安装槽的两侧设置有多个出液孔;多个出液孔与中心进液孔均连通;中心进液孔的上端部设置有内螺纹,通过内螺纹与设置于电极轴上方的直角油嘴接头连接。
3.根据权利要求1所述的样管内外面刻伤加工用可调试电极头结构,其特征在于:在液压缸的缸体后端设置有沿上下方向延伸的t形连接部,在定位座的前端设置有形状匹配的上下延伸的t形槽;t形连接部由上至下嵌装于t形槽内,在定位座的一侧或两侧对应于t形槽的位置设置有径向顶丝孔,在径向顶丝孔内安装有紧定螺钉,使液压缸以上下可调位的方式与定位座形成固定连接。
技术总结
本技术属于钢管生产领域中样管人工凹槽加工技术领域,解决多角度凹槽的加工,本技术涉及一种样管内外面刻伤加工用可调试电极头结构,包括定位座、液压缸、绝缘杆、电极座、电极轴和刻伤电极片;定位座前端与液压缸后端连接;绝缘杆后端与液压缸的活塞输出端连接;电极座由环形电极座头和方块形电极座尾两部分构成;电极座尾与绝缘杆前端固连;在环形电极座头上端面位于中心孔的外围前部180°范围内设有刻度线及刻度数据;电极轴上部与环形电极座头的中心孔插装固定;在电极轴的上部靠近上端的侧面上设有与电极座上的刻度线对齐的竖向刻度标线;刻伤电极片上端部与电极轴下端固连。本结构可实现多角度凹槽加工,具有较好的适用性。
技术研发人员:纪伟,刘千民
受保护的技术使用者:天津钢管制造有限公司
技术研发日:20230512
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!