曲柄加工平头工序的加紧工装的制作方法
本技术涉及曲柄加工,具体为曲柄加工平头工序的加紧工装。
背景技术:
1、曲柄是发动机设备中重要零件之一,工作时它与连杆配合作用,将作用于活塞上的气体压力转变为旋转动力,传送给传动机构。因曲柄在工作时,承受着方向周期性变化的巨大的弯矩和扭矩,且由于曲柄长时间的工作,因此对曲柄材质的刚性、韧性和耐磨性都提出了很高的要求,在曲柄加工工艺中通过工装加紧定位为曲柄杆部进行定位。
2、申请号“cn212397964u”,专利名称为“曲柄加工平头工序的加紧工装”,其通过对工装的更改,使用曲柄的后端面作为定位基准进行毛坯锻造,使曲柄产品质量有了显著提高。
3、但是,装置通过压板上的支撑槽装配平头工序的杆部,虽然可以实现装配效果,但是存在杆部在加紧工装时受反作用力,在支撑槽内发生松动,进而影响加紧稳定性,作用力过大还会导致杆部连同平头工序整体从支撑槽的顶端槽口滑出与压板发生脱离。
技术实现思路
1、本实用新型的目的在于提供曲柄加工平头工序的加紧工装,以解决上述背景技术中提出的不足之处。
2、为实现上述实用新型目的,本实用新型采用如下技术方案:
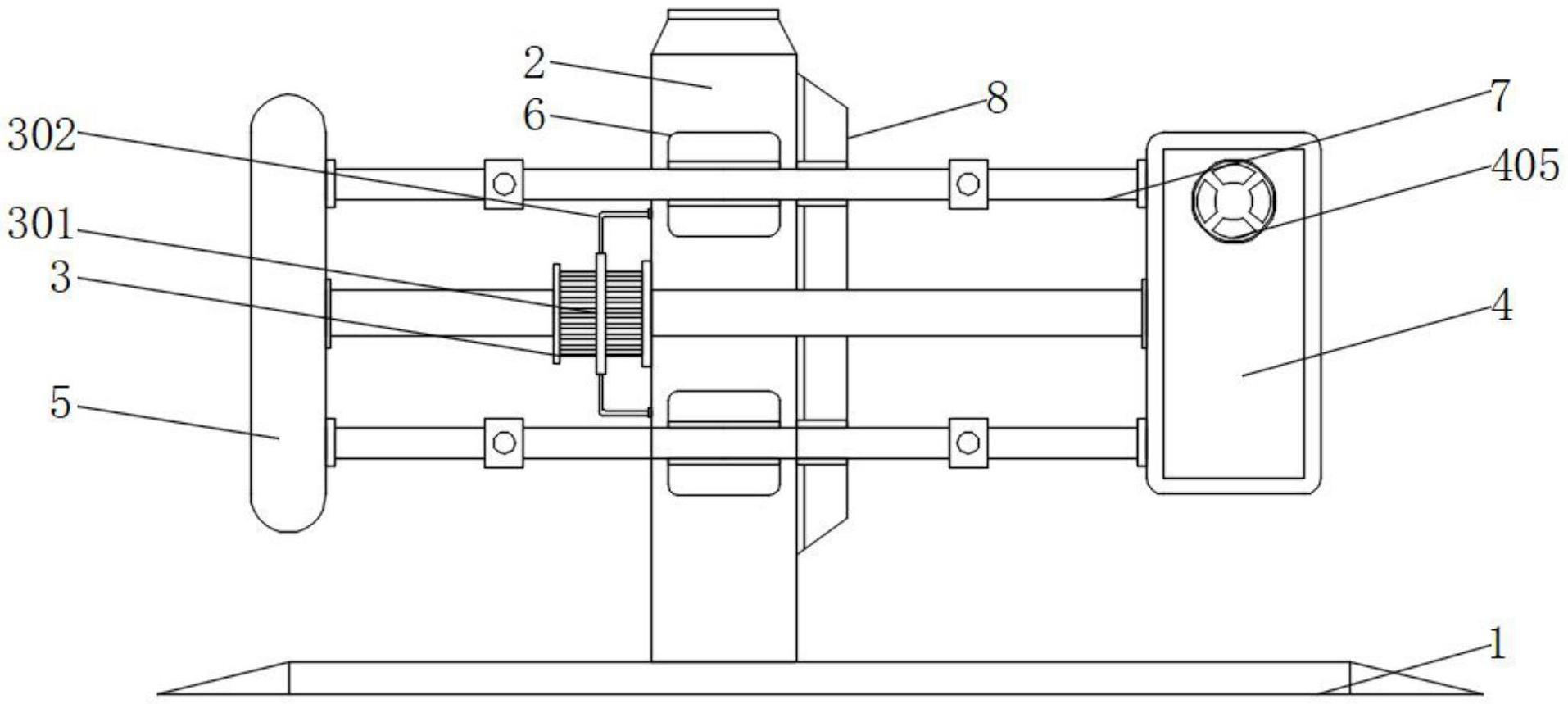
3、本实用新型提供曲柄加工平头工序的加紧工装,包括工作基板,所述工作基板的顶端设置有工作台,所述工作台的一侧设置有液压缸,所述液压缸设置有两组输出端,其中一组所述输出端连接有压板,另一组所述输出端连接有拖板,所述压板的内部中端开设有支撑槽,所述压板的内部两侧均开设有与支撑槽相连通的滑动腔,所述压板的内部两侧开设有与滑动腔相连通的螺纹槽,所述螺纹槽的内部螺纹连接有延伸出压板的螺纹杆,所述螺纹杆的延伸端端部设置有控制把手,所述滑动腔的腔壁滑动设置有与螺纹杆相连接的滑动板,所述滑动板的外壁设置有导向轮,所述滑动板远离螺纹杆的一侧设置有支撑板,所述支撑板从滑动腔滑出并延伸至支撑槽的内部。
4、优选地,所述滑动腔的腔壁顶端设置有限位板,所述限位板的内部开设有与滑动板相适配的限位孔。
5、优选地,所述支撑槽的槽壁底端对称设置有弧形夹持垫,所述弧形夹持垫通过弹簧与支撑槽槽壁弹性相连。
6、优选地,所述工作台的前后两端均对称设置有一对导向块,每个所述导向块的内部轴心处开设有导向孔,所述导向孔内滑动连接有伸缩杆,所述伸缩杆的两端分别连接压板与拖板。
7、优选地,所述液压缸的外部套设有固定环,所述固定环通过其四周设置的固定支架与工作台相连接,所述工作台远离液压缸的一侧设置有定位板。
8、优选地,每个所述支撑板的表面螺纹连接有调节杆,所述调节杆的顶端设置有调节把手,所述调节杆的底端设置有固定垫,所述固定垫的底端等距设置有多组固定凸起。
9、与现有技术相比,以上一个或多个技术方案存在以下有益效果:
10、本实用新型提供曲柄加工平头工序的加紧工装,在压板的内部设置两组可滑动伸缩的支撑板,通过控制各支撑板的来回伸缩实现二者之间的拼接,在支撑槽的顶端遮挡对槽形成封闭区间,支撑板能够从平头工序的杆部顶端对其进行夹紧定位,进而限制平头工序杆部的移动轨迹,避免其发生意外从槽口滑出,并且由于对平头工序的杆部顶部夹紧,使得杆部在加紧工作时不会发生松动,进而确保加紧的工作稳定性。
技术特征:
1.曲柄加工平头工序的加紧工装,包括工作基板(1),其特征在于,所述工作基板(1)的顶端设置有工作台(2),所述工作台(2)的一侧设置有液压缸(3),所述液压缸(3)设置有两组输出端,其中一组所述输出端连接有压板(4),另一组所述输出端连接有拖板(5),所述压板(4)的内部中端开设有支撑槽(401),所述压板(4)的内部两侧均开设有与支撑槽(401)相连通的滑动腔(402),所述压板(4)的内部两侧开设有与滑动腔(402)相连通的螺纹槽(403),所述螺纹槽(403)的内部螺纹连接有延伸出压板(4)的螺纹杆(404),所述螺纹杆(404)的延伸端端部设置有控制把手(405),所述滑动腔(402)的腔壁滑动设置有与螺纹杆(404)相连接的滑动板(406),所述滑动板(406)的外壁设置有导向轮(407),所述滑动板(406)远离螺纹杆(404)的一侧设置有支撑板(408),所述支撑板(408)从滑动腔(402)滑出并延伸至支撑槽(401)的内部。
2.根据权利要求1所述的曲柄加工平头工序的加紧工装,其特征在于:所述滑动腔(402)的腔壁顶端设置有限位板(409),所述限位板(409)的内部开设有与滑动板(406)相适配的限位孔(410)。
3.根据权利要求1所述的曲柄加工平头工序的加紧工装,其特征在于:所述支撑槽(401)的槽壁底端对称设置有弧形夹持垫(411),所述弧形夹持垫(411)通过弹簧与支撑槽(401)槽壁弹性相连。
4.根据权利要求1所述的曲柄加工平头工序的加紧工装,其特征在于:所述工作台(2)的前后两端均对称设置有一对导向块(6),每个所述导向块(6)的内部轴心处开设有导向孔,所述导向孔内滑动连接有伸缩杆(7),所述伸缩杆(7)的两端分别连接压板(4)与拖板(5)。
5.根据权利要求1所述的曲柄加工平头工序的加紧工装,其特征在于:所述液压缸(3)的外部套设有固定环(301),所述固定环(301)通过其四周设置的固定支架(302)与工作台(2)相连接,所述工作台(2)远离液压缸(3)的一侧设置有定位板(8)。
6.根据权利要求1所述的曲柄加工平头工序的加紧工装,其特征在于:每个所述支撑板(408)的表面螺纹连接有调节杆(4081),所述调节杆(4081)的顶端设置有调节把手(4082),所述调节杆(4081)的底端设置有固定垫(4083),所述固定垫(4083)的底端等距设置有多组固定凸起(4084)。
技术总结
本技术公开了曲柄加工平头工序的加紧工装,属于曲柄加工技术领域,包括工作基板,所述工作基板的顶端设置有工作台,所述工作台的一侧设置有液压缸,所述液压缸设置有两组输出端,其中一组所述输出端连接有压板,另一组所述输出端连接有拖板,所述压板的内部中端开设有支撑槽;本技术在压板的内部设置两组可滑动伸缩的支撑板,通过控制各支撑板的来回伸缩实现二者之间的拼接,在支撑槽的顶端遮挡对槽形成封闭区间,支撑板能够从平头工序的杆部顶端对其进行夹紧定位,进而限制平头工序杆部的移动轨迹,避免其发生意外从槽口滑出,并且由于对平头工序的杆部顶部夹紧,使得杆部在加紧工作时不会发生松动,进而确保加紧的工作稳定性。
技术研发人员:张洪涛,张行强,张含超
受保护的技术使用者:济南恒运昌锻造有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!