一种垫片自动压装结构的制作方法
本技术属于汽车零部件垫片安装,具体涉及一种垫片自动压装结构。
背景技术:
1、汽车零部件的组装中,经常需要组装一些小的垫片,通过设置垫片来增大接触面积,防止发生松动。若使用人工组装,效率极低,并且容易出错,故一般通过自动化设备进行操作。
2、现有的技术中通常是通过冲压机对垫片进行压装,即操作工将待压装的垫片放置在压装工位处,由冲压机带动压头下降,最后将垫片压合到位。
3、现有技术中通过冲压机进行垫片的自动压装,显著提高垫片压装效率的同时还节省了人工的投入,但是由于垫片本身重量很轻,冲压机向下压装时,由于在压装过程中缺乏对垫片的定位,垫片很可能发生倾斜,导致无法对位压装到工件上或者压装之后垫片发生变形的情况,影响组装成品的合格率。
技术实现思路
1、本实用新型目的是为了克服现有技术中存在的垫片压装时容易发生倾斜而无法压装到位或者压装变形,从而影响组装成品的合格率的缺陷,而提供一种垫片自动压装结构。
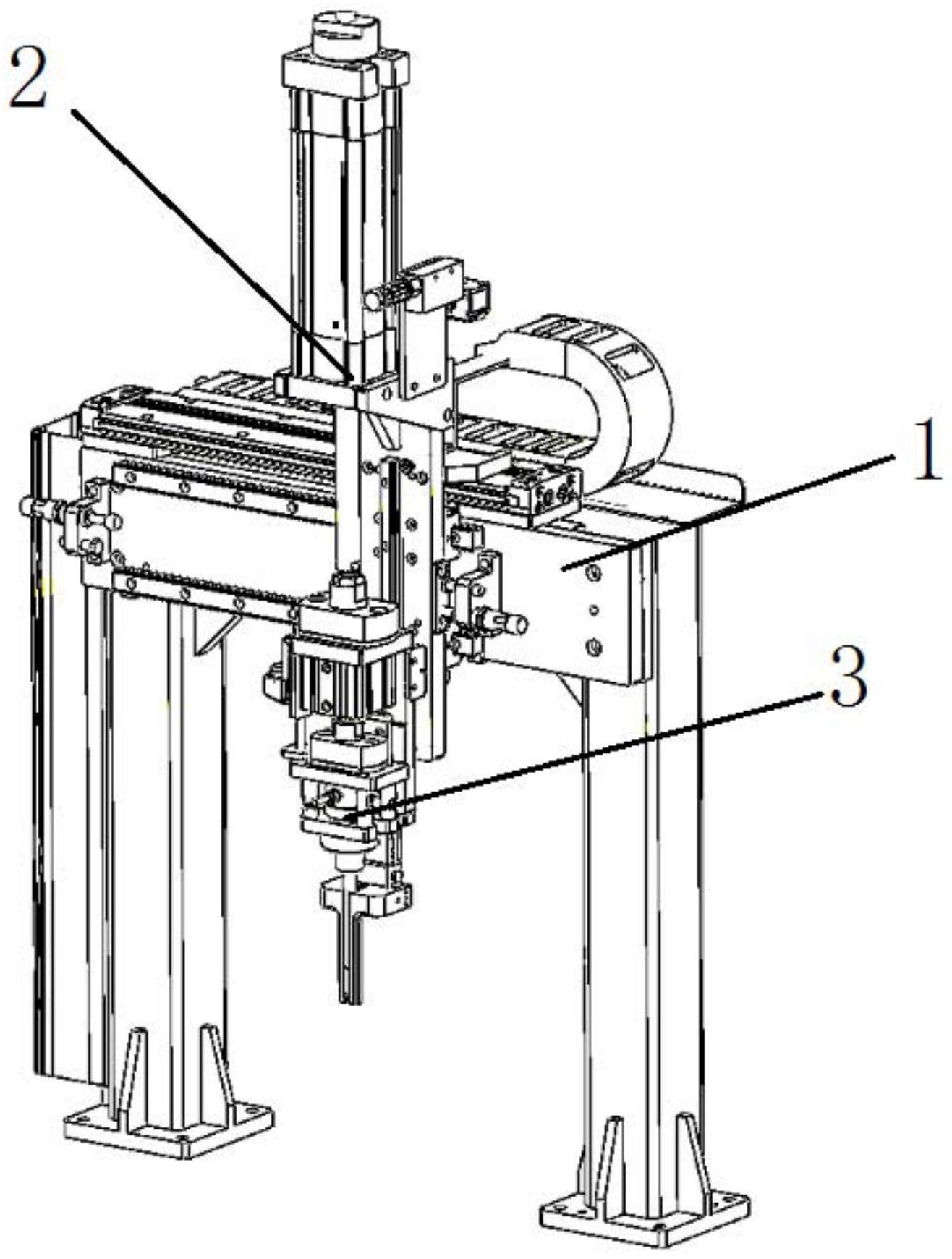
2、为达到上述目的,本实用新型采用的技术方案是:一种垫片自动压装结构,它包括:
3、支撑组件,所述支撑组件包括间隔设置的支撑立板、固定在所述支撑立板一侧的侧板以及滑动连接在所述侧板上的移动板;
4、升降组件,所述升降组件包括可升降地设置在移动板上的升降板、固定在所述升降板底部的手指气缸、安装在所述手指气缸上的夹块以及开设在所述夹块相向一侧的半夹槽,所述半夹槽在手指气缸的带动下同步向内移动形成用于夹取垫片的夹槽;
5、压装组件,所述压装组件设置在升降板远离移动板的一侧,所述压装组件包括可升降地贯穿夹槽的压柱,所述压柱的直径等于夹槽的直径。
6、优化地,所述支撑组件还包括固定在支撑立板顶部的顶板、固定在所述顶板上的滑台气缸以及与所述滑台气缸相连的滑板;
7、所述移动板固定在滑板上。
8、优化地,所述支撑组件还包括固定在侧板远离支撑立板一侧的移动滑轨、滑动安装在所述移动滑轨上的移动滑块、固定在所述移动滑轨两侧的安装板、固定在所述安装板上的油压缓冲器以及固定在所述移动板两侧且与油压缓冲器相配合的接触片;
9、所述移动板固定在移动滑块上。
10、优化地,所述支撑组件还包括固定在支撑立板顶部的拖链安装板、设置在所述拖链安装板上的拖链以及连接板;
11、所述连接板一侧与拖链相连,所述连接板另一侧与滑板相连。
12、优化地,所述升降组件还包括固定在移动板顶部的气缸固定板、固定在所述气缸固定板和移动板之间的斜撑、固定在所述气缸固定板上的升降气缸以及与所述升降气缸相连的固定板;
13、所述升降板固定在固定板上。
14、优化地,所述升降组件还包括固定在移动板上的升降滑轨以及滑动连接在所述升降滑轨上的升降滑块;
15、所述升降板固定在升降滑块上。
16、优化地,所述压装组件还包括固定在固定板底部的压合气缸、与所述压合气缸相连的第一压板、固定在所述第一压板底部的连接柱、固定在所述连接柱底部的第二压板以及固定在所述第二压板底部的压头;
17、所述压柱一体连接在压头上。
18、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
19、本实用新型垫片自动压装结构通过手指气缸带动夹块同步向内靠拢,继而夹取垫片,在支撑组件的带动下,移动至压装工位处,由压合气缸带动压柱下降,从而将夹槽内的垫片压装到位,在整个压装过程中,垫片始终处于夹槽内,通过夹槽对垫片进行定位,而且夹槽也可以对压柱的下降运动进行定位,避免压柱发生晃动,提高了压装的效果以及组装成品的合格率;
20、进一步地,油压缓冲器和接触片的设置,可以减轻震动以及噪音,确保移动板的稳定运动;
21、进一步地,通过设置拖链,对内置的电缆、气管等起到牵引和保护作用;
22、进一步地,滑轨和滑块的设置,可以减少滑动阻力,提高整体结构的稳定性。
技术特征:
1.一种垫片自动压装结构,其特征在于,它包括:
2.根据权利要求1所述的一种垫片自动压装结构,其特征在于:所述支撑组件(1)还包括固定在支撑立板(102)顶部的顶板(104)、固定在所述顶板(104)上的滑台气缸(105)以及与所述滑台气缸(105)相连的滑板(107);
3.根据权利要求2所述的一种垫片自动压装结构,其特征在于:所述支撑组件(1)还包括固定在侧板(106)远离支撑立板(102)一侧的移动滑轨(109)、滑动安装在所述移动滑轨(109)上的移动滑块(110)、固定在所述移动滑轨(109)两侧的安装板(111)、固定在所述安装板(111)上的油压缓冲器(112)以及固定在所述移动板(108)两侧且与油压缓冲器(112)相配合的接触片(113);
4.根据权利要求3所述的一种垫片自动压装结构,其特征在于:所述支撑组件(1)还包括固定在支撑立板(102)顶部的拖链安装板(114)、设置在所述拖链安装板(114)上的拖链(115)以及连接板(116);
5.根据权利要求1所述的一种垫片自动压装结构,其特征在于:所述升降组件(2)还包括固定在移动板(108)顶部的气缸固定板(201)、固定在所述气缸固定板(201)和移动板(108)之间的斜撑(202)、固定在所述气缸固定板(201)上的升降气缸(203)以及与所述升降气缸(203)相连的固定板(207);
6.根据权利要求5所述的一种垫片自动压装结构,其特征在于:所述升降组件(2)还包括固定在移动板(108)上的升降滑轨(204)以及滑动连接在所述升降滑轨(204)上的升降滑块(205);
7.根据权利要求5所述的一种垫片自动压装结构,其特征在于:所述压装组件(3)还包括固定在固定板(207)底部的压合气缸(301)、与所述压合气缸(301)相连的第一压板(302)、固定在所述第一压板(302)底部的连接柱(303)、固定在所述连接柱(303)底部的第二压板(304)以及固定在所述第二压板(304)底部的压头(305);
技术总结
本技术涉及一种垫片自动压装结构,它包括:支撑组件,所述支撑组件包括间隔设置的支撑立板、固定在所述支撑立板一侧的侧板以及滑动连接在所述侧板上的移动板;升降组件,所述升降组件包括可升降地设置在移动板上的升降板、固定在所述升降板底部的手指气缸、安装在所述手指气缸上的夹块以及开设在所述夹块相向一侧的半夹槽,所述半夹槽在手指气缸的带动下同步向内移动形成用于夹取垫片的夹槽;本技术通过手指气缸带动夹块同步向内靠拢,继而夹取垫片,然后由压合气缸带动压柱下降,从而将夹槽内的垫片压装到位,在整个压装过程中,垫片始终处于夹槽内,通过夹槽对垫片进行定位,提高了压装的效果以及组装成品的合格率。
技术研发人员:束驰恒,黄健
受保护的技术使用者:苏州三德精密机械有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!