一种铆接铆钉自动送料装置的制作方法
本技术涉及送料装置领域,具体而言,涉及一种铆接铆钉自动送料装置。
背景技术:
1、传统的铆接方法是将部品配件/主件单个组装后再进行铆接,加工动作完成后再由人工进行取出部品进行整理收纳,不断循环作业。浪费改善工时。
2、因此我们对此做出改进,提出一种铆接铆钉自动送料装置,可以实现利用震动盘原理将铆钉按照方向进行指定位置,利用气缸推动铆钉进入加工区域固定,该时候利用机械人投放加工部品,部品接触感应器后,动作完成后机械人将部品取出。这样来回循环动作进行作业,大大节省了作业时间,提高了效率。
技术实现思路
1、本实用新型的目的在于:针对目前存在的背景技术提出的问题。为了实现上述实用新型目的,本实用新型提供了以下技术方案:一种铆接铆钉自动送料装置,包括铆钉推进工作台,所述铆钉推进工作台顶板上分别镶嵌有第一铆钉推进滑轨,以及第二铆钉推进滑轨,且所述第一铆钉推进滑轨和所述第二铆钉推进滑轨之间相互对称,所述铆钉推进工作台左侧板上方固定安装有第一柳钉推进气缸,而工作台下方则设置有第一柳接底座,所述第一柳钉推进气缸的尾端嵌入有第一气缸进气管。
2、作为本实用新型优选的技术方案,所述第一铆钉推进滑轨,以及所述第二铆钉推进滑轨均采用不锈钢材质。
3、作为本实用新型优选的技术方案,所述第一柳钉推进气缸的内部嵌入有第一柳钉推进送料气杆,且所述第一柳钉推进送料气杆具备滑动的能力。
4、作为本实用新型优选的技术方案,所述第一铆钉推进滑轨滑槽内嵌有第一柳钉推进滑块。
5、作为本实用新型优选的技术方案,所述第一柳钉推进送料气杆和所述第一柳钉推进滑块之间连接着第一柳接旋转头。
6、作为本实用新型优选的技术方案,所述第二铆钉推进滑轨的上方滑动连接有第二柳钉推进滑块,所述铆钉推进工作台的下方设置有第二柳接底座,且所述第一柳接底座和所述第二柳接底座之间呈镜像状。
7、作为本实用新型优选的技术方案,所述第二柳钉推进滑块顶部安装有第二柳接旋转头,所述第二柳接旋转头的另一端连接着第二柳钉推进送料气杆。
8、作为本实用新型优选的技术方案,所述铆钉推进工作台右侧板上方固定安装有第二柳钉推进气缸,所述第二柳钉推进气缸内部设有第二柳钉推进气缸,尾端则嵌有第二气缸进气管。
9、与现有技术相比,本实用新型的有益效果:
10、在本实用新型的方案中:
11、1.本实用新型使用震动盘进行投送配件作业方法,利用气缸推送配件定位原理,利用机械人进行投料/取料原理作业,能够自动连续生产作业,不需要人员进行配件及部品投放动作。
12、2.本实用新型可以实现利用震动盘原理将铆钉按照方向进行指定位置,利用气缸推动铆钉进入加工区域固定,该时候利用机械人投放加工部品,部品接触感应器后,动作完成后机械人将部品取出。这样来回循环动作进行作业,大大节省了作业时间,提高了效率。
技术特征:
1.一种铆接铆钉自动送料装置,包括铆钉推进工作台(1),其特征在于,所述铆钉推进工作台(1)顶板上分别镶嵌有第一铆钉推进滑轨(2),以及第二铆钉推进滑轨(3),且所述第一铆钉推进滑轨(2)和所述第二铆钉推进滑轨(3)之间相互对称,所述铆钉推进工作台(1)左侧板上方固定安装有第一柳钉推进气缸(5),而工作台下方则设置有第一柳接底座(4),所述第一柳钉推进气缸(5)的尾端嵌入有第一气缸进气管(6)。
2.根据权利要求1所述的一种铆接铆钉自动送料装置,其特征在于,所述第一铆钉推进滑轨(2),以及所述第二铆钉推进滑轨(3)均采用不锈钢材质。
3.根据权利要求2所述的一种铆接铆钉自动送料装置,其特征在于,所述第一柳钉推进气缸(5)的内部嵌入有第一柳钉推进送料气杆(7),且所述第一柳钉推进送料气杆(7)具备滑动的能力。
4.根据权利要求3所述的一种铆接铆钉自动送料装置,其特征在于,所述第一铆钉推进滑轨(2)滑槽内嵌有第一柳钉推进滑块(8)。
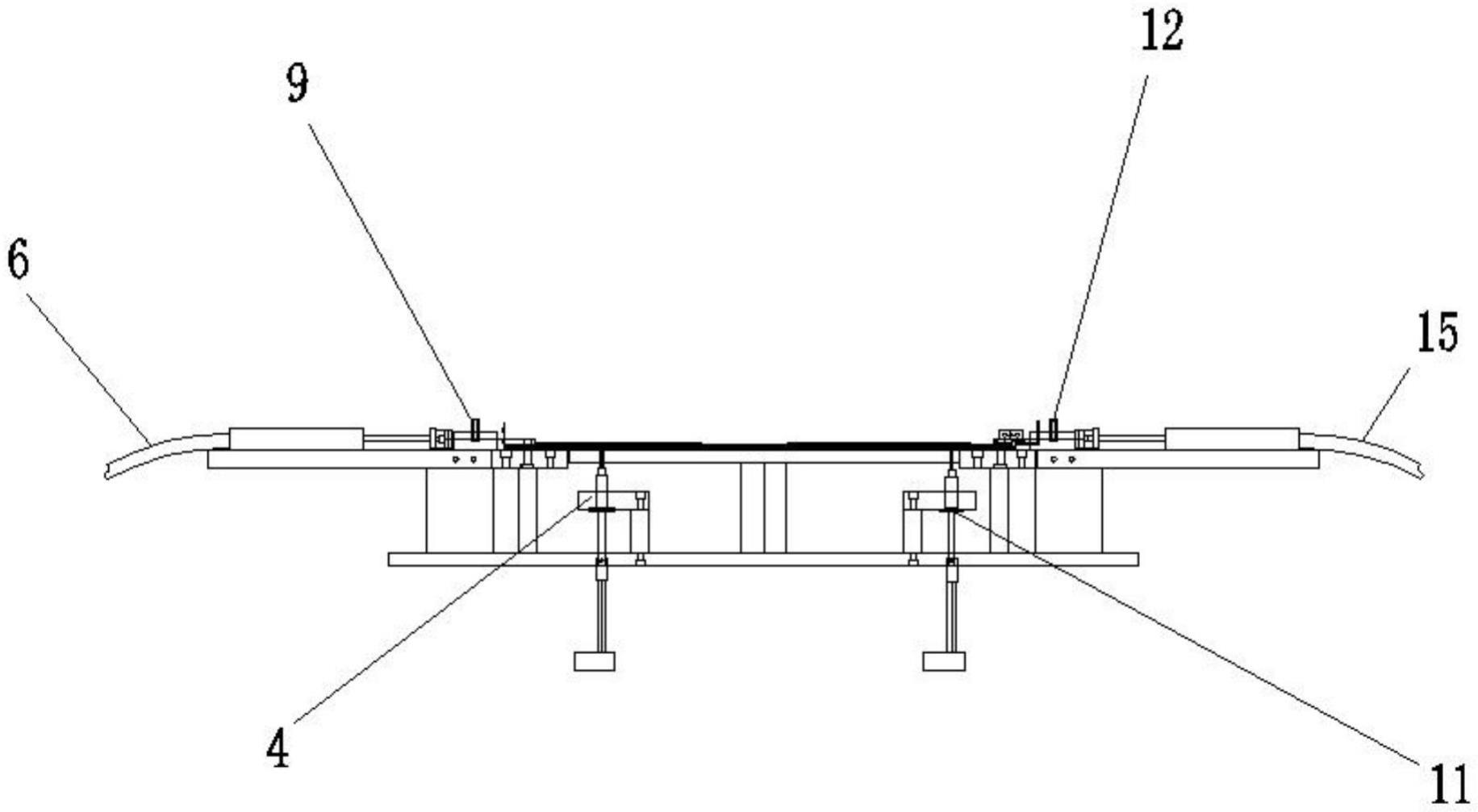
5.根据权利要求4所述的一种铆接铆钉自动送料装置,其特征在于,所述第一柳钉推进送料气杆(7)和所述第一柳钉推进滑块(8)之间连接着第一柳接旋转头(9)。
6.根据权利要求5所述的一种铆接铆钉自动送料装置,其特征在于,所述第二铆钉推进滑轨(3)的上方滑动连接有第二柳钉推进滑块(10),所述铆钉推进工作台(1)的下方设置有第二柳接底座(11),且所述第一柳接底座(4)和所述第二柳接底座(11)之间呈镜像状。
7.根据权利要求6所述的一种铆接铆钉自动送料装置,其特征在于,所述第二柳钉推进滑块(10)顶部安装有第二柳接旋转头(12),所述第二柳接旋转头(12)的另一端连接着第二柳钉推进送料气杆(13)。
8.根据权利要求7所述的一种铆接铆钉自动送料装置,其特征在于,所述铆钉推进工作台(1)右侧板上方固定安装有第二柳钉推进气缸(14),所述第二柳钉推进气缸(14)内部设有第二柳钉推进气缸(14),尾端则嵌有第二气缸进气管(15)。
技术总结
本技术提供了一种铆接铆钉自动送料装置,所述铆钉推进工作台顶板上分别镶嵌有第一铆钉推进滑轨,以及第二铆钉推进滑轨,且所述第一铆钉推进滑轨和所述第二铆钉推进滑轨之间相互对称,所述铆钉推进工作台左侧板上方固定安装有第一柳钉推进气缸,而工作台下方则设置有第一柳接底座,所述第一柳钉推进气缸的尾端嵌入有第一气缸进气管,利用气缸推动铆钉进入加工区域固定,该时候利用机械人投放加工部品,部品接触感应器后,动作完成后机械人将部品取出。这样来回循环动作进行作业,大大节省了作业时间,提高了效率。
技术研发人员:张小辉
受保护的技术使用者:深圳富山科技有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!