一种高速棒材矫直装置的制作方法
本技术属于冶金设备,具体涉及一种高速棒材矫直装置。
背景技术:
1、目前市场对棒材直线度和矫直机工作效率两方面都提出了更高的要求。二辊矫直机矫直速度慢,对棒料的原始弯曲度要求高,导板损耗量大。传统的多辊矫直机中间对辊采用被动方式,由咬入的棒料带动被动辊旋转。在矫直速度较快时,前一对辊的扭矩变小,棒料往被动辊夹送的力变小,常常导致棒料无法咬入被动辊,这个原因成为限制矫直机速度的主要因素。
技术实现思路
1、鉴于此,本实用新型的目的是提供一种高速棒材矫直装置,用于克服上述问题或者至少部分地解决或缓解上述问题。
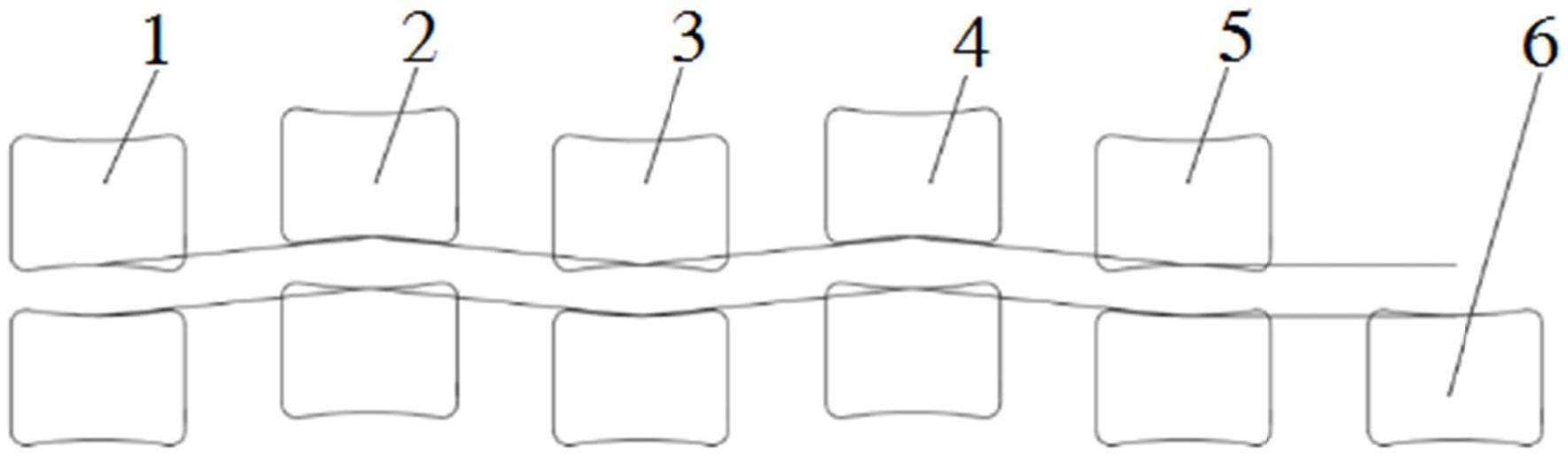
2、本实用新型提出一种高速棒材矫直装置,包括:第一对辊、第二对辊、第三对辊、第四对辊、第五对辊和尾辊,所述第一对辊、第三对辊和第五对辊在竖直方向固定,所述第二对辊、第四对辊和尾辊在竖直方向可以升降;
3、其中,所述第一对辊、所述第三对辊和所述第五对辊为主动辊,所述第二对辊、所述第四对辊和所述尾辊在开机时转动,在所述第一对辊咬入被矫直棒材时切换成随动状态。
4、本实用新型还具有以下可选特征。
5、可选地,所述第一对辊、所述第三对辊和所述第五对辊由电机驱动,所述第二对辊、所述第四对辊和所述尾辊由液压马达驱动。
6、可选地,所述第二对辊、所述第四对辊和所述尾辊上的单辊的结构包括:
7、辊架,所述辊架的两端分别设置有轴承,两个所述轴承之间设置有辊轴,所述辊轴上套装设置有辊套;
8、端盖,所述端盖设置在所述辊架的两端;
9、液压马达,所述液压马达设置在其中一个所述端盖上,所述液压马达的主轴穿过所述端盖与所述辊轴的一端传动连接
10、可选地,还包光电检测开关和控制器,所述光电检测开关设置在所述第一对辊的前方,所述光电检测开关检测到被矫直棒材咬入时,所述控制器控制所述液压马达泄压。
11、可选地,所述第一对辊、所述第三对辊和所述第五对辊采用双曲线辊型,所述第二对辊和所述第四对辊采用深浅凹凸辊型。
12、可选地,所述尾辊的辊面高度等于或高于所述第五对辊的辊面高度。
13、本实用新型具有以下有益效果:
14、本新型的高速棒材矫直装置的第二对辊、第四对辊和尾辊在第一对辊要入前预先旋转达到一定的速度,当第一对辊咬入棒料后,第二对辊、第四对辊和尾辊切换成随动状态,可保证高速前进的棒料顺利咬入第二对辊、第四对辊,既能满足高矫直精度的要求,又有高的矫直速度。
技术特征:
1.一种高速棒材矫直装置,其特征在于,包括:第一对辊(1)、第二对辊(2)、第三对辊(3)、第四对辊(4)、第五对辊(5)和尾辊(6),所述第一对辊(1)、第三对辊(3)和第五对辊(5)在竖直方向固定,所述第二对辊(2)、第四对辊(4)和尾辊(6)在竖直方向可以升降;
2.根据权利要求1所述的高速棒材矫直装置,其特征在于,所述第一对辊(1)、所述第三对辊(3)和所述第五对辊(5)由电机驱动,所述第二对辊(2)、所述第四对辊(4)和所述尾辊(6)由液压马达驱动。
3.根据权利要求2所述的高速棒材矫直装置,其特征在于,所述第二对辊(2)、所述第四对辊(4)和所述尾辊(6)上的单辊的结构包括:
4.根据权利要求2所述的高速棒材矫直装置,其特征在于,还包光电检测开关和控制器,所述光电检测开关设置在所述第一对辊(1)的前方,所述光电检测开关检测到被矫直棒材咬入时,所述控制器控制所述液压马达(12)泄压。
5.根据权利要求1所述的高速棒材矫直装置,其特征在于,所述第一对辊(1)、第三对辊(3)和第五对辊(5)采用双曲线辊型,所述第二对辊(2)和所述第四对辊(4)采用深浅凹凸辊型。
6.根据权利要求1所述的高速棒材矫直装置,其特征在于,所述尾辊(6)的辊面高度等于或高于所述第五对辊(5)的辊面高度。
技术总结
本技术提出一种高速棒材矫直装置,包括:第一对辊、第二对辊、第三对辊、第四对辊、第五对辊和尾辊,所述第一对辊、第三对辊和第五对辊在竖直方向固定,所述第二对辊、第四对辊和尾辊在竖直方向可以升降;其中,所述第一对辊、所述第三对辊和所述第五对辊为主动辊,所述第二对辊、所述第四对辊和所述尾辊在开机时转动,在所述第一对辊咬入被矫直棒材时切换成随动状态。
技术研发人员:陈灿,赵西韩,王仕杰,周文浩,贾尚武,张志娜
受保护的技术使用者:中国重型机械研究院股份公司
技术研发日:20230515
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!