一种多位同时冲孔成形冲压模具的制作方法
本技术属于冲压,具体涉及一种多位同时冲孔成形冲压模具。
背景技术:
1、如图1和图2所示的壳体25a、壳体25b和壳体25c某开关上一个功能零件,每个壳体25整体均为一个具有空腔的方柱体,需要在每个壳体25的底部加工不同尺寸形状的孔,且每个壳体25的尺寸不同,并对所加工的孔分布位置有所不同的要求。采用线切割加工成形方式,加工效率低,容易造成孔的尺寸偏差。
2、而目前大多数的冲孔模具,冲孔的凸模一般设于上模上,不利于如图1和图2所示的壳体固定进行冲孔加工,同时冲孔后的废料不易处理。如申请号为cn201510786128.x的专利公开了一种冲孔模具,包括上模座、下模座、模柄、凸模、凹模、导柱以及导套,其中:所述凸模安装于所述上模座的下表面,所述凹模安装于所述下模座的上表面,所述凸模具有多个冲孔部,所述多个冲孔部沿所述凹模的型腔的延伸方向间隔设置;所述凹模设置有多个第一成型孔,所述多个第一成型孔与所述多个冲孔部一一对应设置。
技术实现思路
1、为了解决上述问题,本实用新型旨在提供一种多位同时冲孔成形冲压模具。
2、为了实现上述目的,本实用新型采用以下技术方案:
3、一种多位同时冲孔成形冲压模具,包括上模,其包括多个上凹模冲孔镶件,设于其上的废料顶落组件,以及沿上凹模冲孔镶件设置的上凹模板推钉;
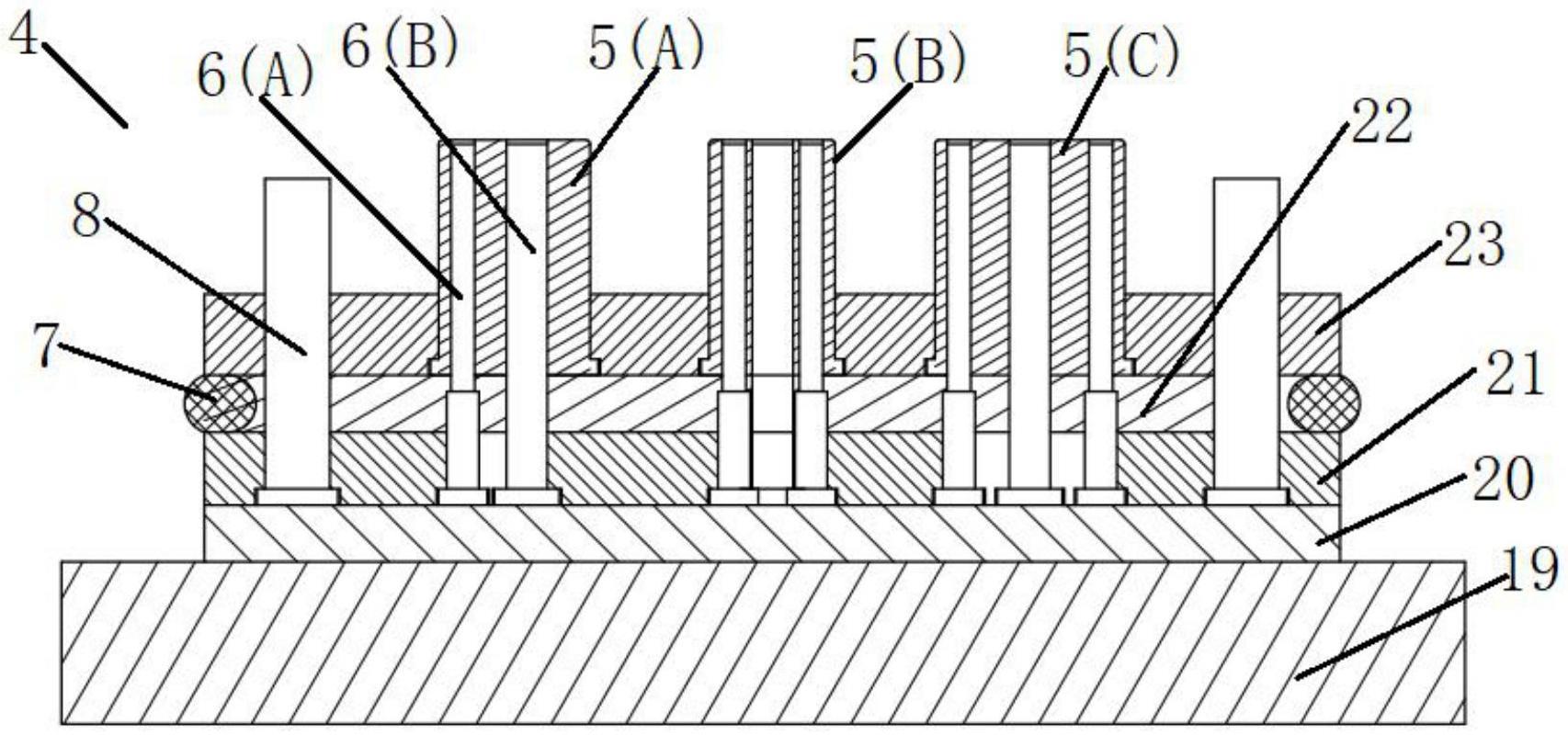
4、下模,包括与上凹模冲孔镶件一一对应设置的浮动板镶件,至少一个设于浮动板镶件内的冲孔凸模,设于浮动板镶件下方的弹性橡皮,以及朝向上模设置的限位柱;所述浮动板镶件朝向上模凸出设置,并可沿冲孔凸模上下移动。
5、优选的,所述上模至上而下依次还包括模柄、上模座、第一上垫板、上衬板、第二上垫板以及上凹模板。
6、优选的,所述废料顶落组件包括滑动设于上衬板中的盖板,设于盖板上的弹簧,设于盖板下方的上推钉固定板,以及多个与上推钉固定板连接并朝向下模设置的上推钉。
7、优选的,所述弹簧的一端与盖板固定连接,另一端穿过第一上垫板固定于上模座中;所述上推钉的一端与上推钉固定板连接,另一端依次穿过第二上垫板和上凹模板,且所述上推钉与第二上垫板和上凹模板滑动连接。
8、优选的,所述上凹模板推钉设于上凹模板内,并凸出上凹模板设置。
9、优选的,所述下模由下至上依次还包括下模座、下垫板、下固定板、下衬板以及浮动板。
10、优选的,所述浮动板镶件设于浮动板内;所述冲孔凸模设于浮动板镶件内并穿过下衬板与下固定板连接。
11、优选的,所述弹性橡皮设于浮动板与下固定板之间,并沿下衬板外侧设置;且弹性橡皮厚度大于下衬板的厚度。
12、优选的,所述限位柱设于下固定板上,并依次贯穿下衬板和浮动板,且浮动板可沿限位柱上下移动。
13、优选的,在上模和下模上对应设置有导向件;所述导向件包括设置上模内的导柱,以及对应设于下模内的导柱孔。
14、与现有技术相比,本实用新型具有以下优势:
15、本实用新型中的一种多位同时冲孔成形冲压模具,设置多个凹模冲孔镶件、浮动板镶件,以及至少一个设于浮动板镶件内的冲孔凸模,通过浮动板镶件对壳体内部定位,该定位方式便于零件放置与取出;该模具可对同时多个壳体进行不同冲孔加工,壳体冲孔成形质量高,尺寸一致性好,生产效率高。
16、设置废料顶落组件,使壳体冲孔废料自动下落。
技术特征:
1.一种多位同时冲孔成形冲压模具,其特征在于:包括上模(1),其包括多个上凹模冲孔镶件(2),设于其上的废料顶落组件,以及沿上凹模冲孔镶件(2)设置的上凹模板推钉(3);
2.根据权利要求1所述的一种多位同时冲孔成形冲压模具,其特征在于:所述上模(1)至上而下依次还包括模柄(9)、上模座(10)、第一上垫板(11)、上衬板(12)、第二上垫板(13)以及上凹模板(14)。
3.根据权利要求2所述的一种多位同时冲孔成形冲压模具,其特征在于:所述废料顶落组件包括滑动设于上衬板(12)中的盖板(15),设于盖板(15)上的弹簧(16),设于盖板(15)下方的上推钉固定板(17),以及多个与上推钉固定板(17)连接并朝向下模(4)设置的上推钉(18)。
4.根据权利要求3所述的一种多位同时冲孔成形冲压模具,其特征在于:所述弹簧(16)的一端与盖板(15)固定连接,另一端穿过第一上垫板(11)固定于上模座(10)中;所述上推钉(18)的一端与上推钉固定板(17)连接,另一端依次穿过第二上垫板(13)和上凹模板(14),且所述上推钉(18)与第二上垫板(13)和上凹模板(14)滑动连接。
5.根据权利要求2所述的一种多位同时冲孔成形冲压模具,其特征在于:所述上凹模板推钉(3)设于上凹模板(14)内,并凸出上凹模板(14)设置。
6.根据权利要求1所述的一种多位同时冲孔成形冲压模具,其特征在于:所述下模(4)由下至上依次还包括下模座(19)、下垫板(20)、下固定板(21)、下衬板(22)以及浮动板(23)。
7.根据权利要求6所述的一种多位同时冲孔成形冲压模具,其特征在于:所述浮动板镶件(5)设于浮动板(23)内;所述冲孔凸模(6)设于浮动板镶件(5)内并穿过下衬板(22)与下固定板(21)连接。
8.根据权利要求7所述的一种多位同时冲孔成形冲压模具,其特征在于:所述弹性橡皮(7)设于浮动板(23)与下固定板(21)之间,并沿下衬板(22)外侧设置;且弹性橡皮(7)厚度大于下衬板(22)的厚度。
9.根据权利要求8所述的一种多位同时冲孔成形冲压模具,其特征在于:所述限位柱(8)设于下固定板(21)上,并依次贯穿下衬板(22)和浮动板(23),且浮动板(23)可沿限位柱(8)上下移动。
10.根据权利要求1-9任一项所述的一种多位同时冲孔成形冲压模具,其特征在于:在上模(1)和下模(4)上对应设置有导向件;所述导向件包括设置上模(1)内的导柱(24),以及对应设于下模(4)内的导柱孔。
技术总结
本技术公开了一种多位同时冲孔成形冲压模具,包括上模,其包括多个上凹模冲孔镶件,设于其上的废料顶落组件,以及沿上凹模冲孔镶件设置的上凹模板推钉;下模,包括与上凹模冲孔镶件一一对应设置的浮动板镶件,至少一个设于浮动板镶件内的冲孔凸模,设于浮动板镶件下方的弹性橡皮,以及朝向上模设置的限位柱;所述浮动板镶件朝向上模凸出设置,并可沿冲孔凸模上下移动。该冲压模具设置多个凹模冲孔镶件、浮动板镶件,以及至少一个设于浮动板镶件内的冲孔凸模,通过浮动板镶件对壳体内部定位,该定位方式便于零件放置与取出;该模具可对同时多个壳体进行不同冲孔加工,壳体冲孔成形质量高,尺寸一致性好,生产效率高。
技术研发人员:杨奇,胡佳乐,李光伦,何永能
受保护的技术使用者:贵州振华华联电子有限公司
技术研发日:20230516
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!