一种汽车座椅侧骨架扶手冲压模具的制作方法
本技术涉及汽车零部件加工,具体为一种汽车座椅侧骨架扶手冲压模具。
背景技术:
1、经检索公开号cn 217700989 u公开了一种汽车座椅侧板冲压模具,汽车座椅侧板冲压模具包括:底座、第一下模具、第二下模具、顶板、上模具、驱动机构和固定板;底座的上表面设置有两块固定板,两块固定板之间均通过驱动机构分别连接有第一下模具和第二下模具,底座上方设置有顶板,顶板的下方设置有上模座,上模座的下表面设置有上模具,驱动机构包括:电磁铁块、第一复位弹簧和永磁铁块;第一下模具和第二下模具固定有永磁铁块,每块固定板均固定有电磁铁块,每块电磁铁块均通过第一复位弹簧与其对应的永磁铁块相连接,虽然该汽车座椅侧板冲压模具克服现有技术中冲压结束后,工作人员需要将零件取出,增加了工作量的同时会带来安全隐患,从而导致冲压效率低的问题。
2、但是经本发明人探索发现该技术方案仍然存在至少以下缺陷:
3、上述技术中存在的问题就是当冲压结束后的模具温度较高,直接落在传输带上容易对橡胶传输带产生损坏。
技术实现思路
1、本实用新型的目的在于提供一种汽车座椅侧骨架扶手冲压模具,解决了背景技术中所提出现有技术中存在的问题就是当冲压结束后的模具温度较高,直接落在传输带上容易对橡胶传输带产生损坏的问题。
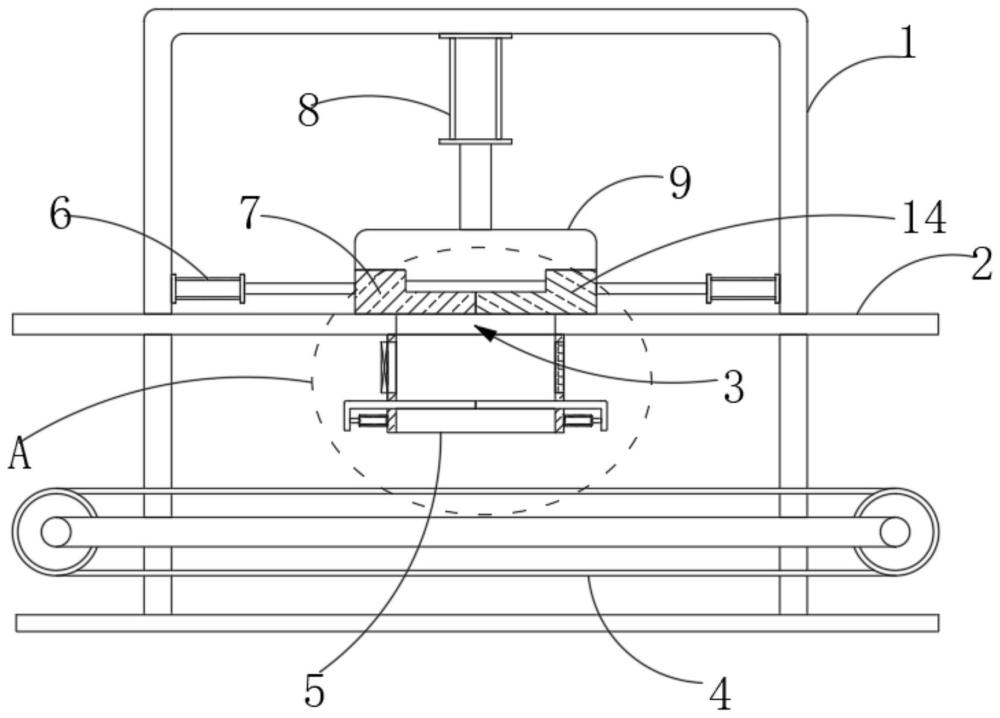
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车座椅侧骨架扶手冲压模具,包括支架以及设置在支架上的暂存冷却组件;所述支架中部安装有水平的机台板,位于所述机台板上设置有第一下模和第二下模,且第一下模和第二下模组合式拼接,位于所述机台板中部开设有落料口;所述暂存冷却组件设置在落料口下方用于接收并冷却脱膜后的冲压件;所述支架上安装有气缸,气缸的驱动端固定在上模上。
3、作为本实用新型的一种优选实施方式,所述暂存冷却组件包括固定连通在落料口下面的排料矩形管,所述排料矩形管两侧壁分别连通安装有散热吹风删和散热网。
4、作为本实用新型的一种优选实施方式,所述排料矩形管两侧中下部均活动插接有隔板。
5、作为本实用新型的一种优选实施方式,所述排料矩形管两侧中下部均安装有水平的小电动推杆,小电动推杆的驱动端固定在隔板上。
6、作为本实用新型的一种优选实施方式,所述排料矩形管与传输带竖直对其,且传输带安装于支架上。
7、作为本实用新型的一种优选实施方式,所述支架上还安装有水平的大电动推杆,两个所述大电动推杆的驱动端分别固定在第一下模的侧壁和第二下模的侧壁。
8、与现有技术相比,本实用新型的有益效果如下:
9、本实用新型一种汽车座椅侧骨架扶手冲压模具,冲压件成型后,两个大电动推杆带动第一下模和第二下模进行移动位置,直至冲压好的座椅扶手骨架落在排料矩形管内被两块合并的隔板接住,然后散热吹风扇吹风对冲压件进行冷却处理,最后两个小电动推杆带动隔板分开,直至冲压件掉落在传输带上进行输送,整个过程既能达到自动脱膜卸料的目的,又能对刚脱膜的冲压件进行冷却处理,避免对传输带造成损坏的情况。
技术特征:
1.一种汽车座椅侧骨架扶手冲压模具,其特征在于:包括支架(1)以及设置在支架(1)上的暂存冷却组件;
2.根据权利要求1所述的一种汽车座椅侧骨架扶手冲压模具,其特征在于:所述暂存冷却组件包括固定连通在落料口(3)下面的排料矩形管(5),所述排料矩形管(5)两侧壁分别连通安装有散热吹风删(13)和散热网(10)。
3.根据权利要求2所述的一种汽车座椅侧骨架扶手冲压模具,其特征在于:所述排料矩形管(5)两侧中下部均活动插接有隔板(12)。
4.根据权利要求3所述的一种汽车座椅侧骨架扶手冲压模具,其特征在于:所述排料矩形管(5)两侧中下部均安装有水平的小电动推杆(11),小电动推杆(11)的驱动端固定在隔板(12)上。
5.根据权利要求2所述的一种汽车座椅侧骨架扶手冲压模具,其特征在于:所述排料矩形管(5)与传输带(4)竖直对其,且传输带(4)安装于支架(1)上。
6.根据权利要求1所述的一种汽车座椅侧骨架扶手冲压模具,其特征在于:所述支架(1)上还安装有水平的大电动推杆(6),两个所述大电动推杆(6)的驱动端分别固定在第一下模(7)的侧壁和第二下模(14)的侧壁。
技术总结
本技术涉及汽车零部件加工技术领域,公开了一种汽车座椅侧骨架扶手冲压模具,包括支架以及设置在支架上的暂存冷却组件;所述支架中部安装有水平的机台板,位于所述机台板上设置有第一下模和第二下模,且第一下模和第二下模组合式拼接,位于所述机台板中部开设有落料口;所述暂存冷却组件设置在落料口下方用于接收并冷却脱膜后的冲压件。本技术,整个过程既能达到自动脱膜卸料的目的,又能对刚脱膜的冲压件进行冷却处理,避免对传输带造成损坏的情况。
技术研发人员:艾小刚,李炎,吴向磊
受保护的技术使用者:宏德汽车零部件(武汉)有限公司
技术研发日:20230517
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!