制管线异型管成型模具的制作方法
本技术涉及管件成型工装,尤其涉及一种制管线异型管成型模具。
背景技术:
1、目前,制管生产线上,制管机主要包括上料区、成型区、焊接区、打磨区、校圆区、切断区(如图8所示),其中,传统的校圆区只能对圆管进行校圆作业,当生产计划改变,执行扁管工艺生产时,现有的圆管模具无法满足技术要求;
2、所以,基于上述问题,本领域技术人员亟需研发一种制管线异型管成型模具。
技术实现思路
1、本实用新型的目的是克服现有技术存在的缺陷,一种制管线异型管成型模具。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、本实用新型公开的制管线异型管成型模具,包括:
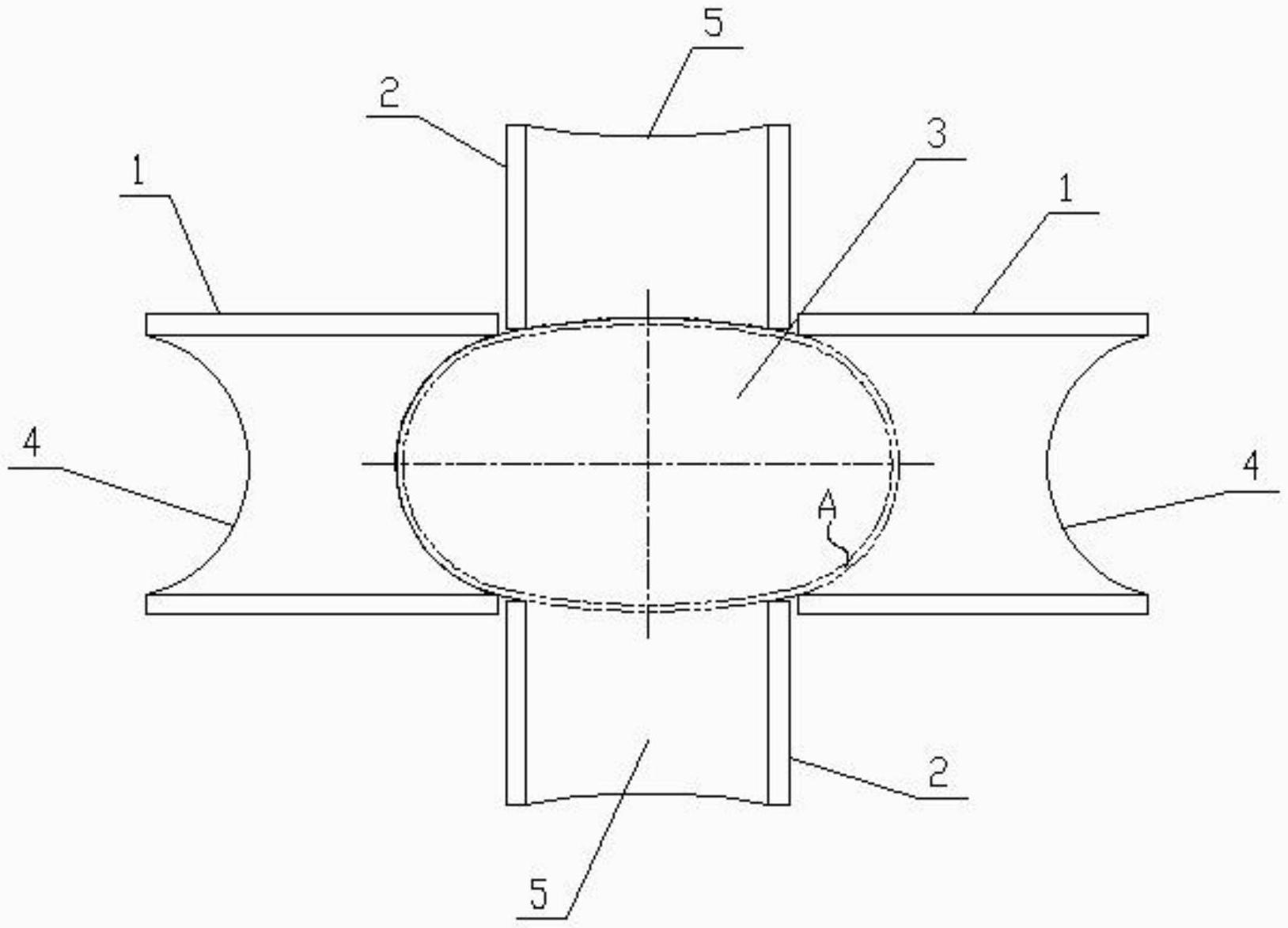
4、一对相对设置的立辊校圆轮;
5、一对相对设置的平辊校圆轮,所述立辊校圆轮和所述平辊校圆轮依次合围形成成型区域;
6、所述立辊校圆轮侧部形成有第一成型面;
7、所述平辊校圆侧部形成有第二成型面;
8、其中,所述第一成型面的构造为凹弧结构,且所述凹弧结构的圆心重合于所述成型区域内。
9、进一步的,所述第一成型面和所述第二成型面的构造均为劣弧。
10、进一步的,所述第一成型面和所述第二成型面两端均形成有延伸面,所述延伸面平行于成型区域中心轴线。
11、进一步的,所述第一成型面的构造为二分之一圆的凹弧结构,所述第二成型面的构造为平面结构或凸弧结构。
12、进一步的,所述第一成型面两端形成有延伸面,所述延伸面平行于成型区域中心轴线。
13、进一步的,所述立辊校圆轮和所述平辊校圆轮均开设有轴孔,所述轴孔侧壁开设有键槽。
14、在上述技术方案中,本实用新型提供的制管线异型管成型模具,有益效果:
15、1、本实用新型设计的异型管成型模具,其通过立辊校圆轮的第一成型面和平辊校圆轮的第二成型面依次合围形成成型区域,通过第一成型面和第二成型面形成横截面两端具有圆弧线的扁管截面,从而实现对扁管进行校圆目的;
16、2、本实用新型设计的立辊校圆轮,其第一成型面的构造为凹弧结构,立辊校圆轮通过将凹弧结构的圆心重合于成型区域内设置,并配合平辊校圆轮的第二成型面,不仅能够实现校圆具有四段圆弧线的弧型扁管,还能够实现校圆具有两段圆弧线和两端直线的平面型扁管,通用性好,且校圆后满足图纸要求,产品合格率高;
17、3本实用新型设计的立辊校圆轮和平辊校圆轮,通过延伸面钝化立辊校圆轮和平辊校圆轮边缘位置的棱边,避免棱边过于锋利而划伤管件以及工作人员,及大地提高了该模具使用安全性。
技术特征:
1.制管线异型管成型模具,其特征在于,包括:
2.根据权利要求1所述的制管线异型管成型模具,其特征在于;
3.根据权利要求2所述的制管线异型管成型模具,其特征在于;
4.根据权利要求1所述的制管线异型管成型模具,其特征在于;
5.根据权利要求4所述的制管线异型管成型模具,其特征在于;
6.根据权利要求1-5任一项所述的制管线异型管成型模具,其特征在于;
技术总结
本技术公开了一种制管线异型管成型模具,属于管件成型工装技术领域;本技术设置有一对相对设置的立辊校圆轮;一对相对设置的平辊校圆轮,所述立辊校圆轮和所述平辊校圆轮依次合围形成成型区域;所述立辊校圆轮侧部形成有第一成型面;所述平辊校圆侧部形成有第二成型面;其中,所述第一成型面的构造为凹弧结构,且所述凹弧结构的圆心重合于所述成型区域内,本技术实现了对扁管校圆目的,具有通用性好,校圆后满足图纸要求,产品合格率高的有益效果。
技术研发人员:王宁
受保护的技术使用者:长春近江汽车零部件有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!