适用于钢丝正反绕的摆臂式自动转换放线装置的制作方法
本技术涉及金属线材加工设备领域中的水箱拉丝机的放线装置,具体地说是一种适用于钢丝正反绕的摆臂式自动转换放线装置。
背景技术:
1、钢丝放线装置在水箱拉丝机中起放线的作用,目前国内水箱拉丝机放线一般有四种形式:地滚式放线、穿轴式放线、双顶针式放线、摆臂式自动转换放线,前面三种放线更换满盘钢丝时都需要停机更换,降低了生产效率,最后一种放线可以实现不停机换盘,但是,目前国内摆臂式自动转换放线普遍存在钢丝正反绕时放线不顺畅、钢丝刮擦、粗规格钢丝和有弯折的钢丝自动转换不成功等问题。
2、传统的摆臂钢丝入口处的导轮是按照正向或反向偏转了一定角度并固定于摆臂框架上,不能摆动,只能实现对一种绕法的钢丝实现放线。若钢丝反绕时,就需要将入口处的导轮反向偏转,这样只能通过更换摆臂实现。而实际正常生产时正反绕的工字轮是经常切换的,不可能一直通过更换摆臂来解决,这也完全不符合不停车转换的要求。另外,传统的摆臂钢丝入口处是一个装有合金圈的导丝嘴,若钢丝有弯折情况会卡在导丝嘴里造成放线不畅,最终导致停机。
技术实现思路
1、本实用新型的目的是克服现有技术中存在的不足,提供一种能降低放线故障率并能提高生产效率的适用于钢丝正反绕的摆臂式自动转换放线装置。
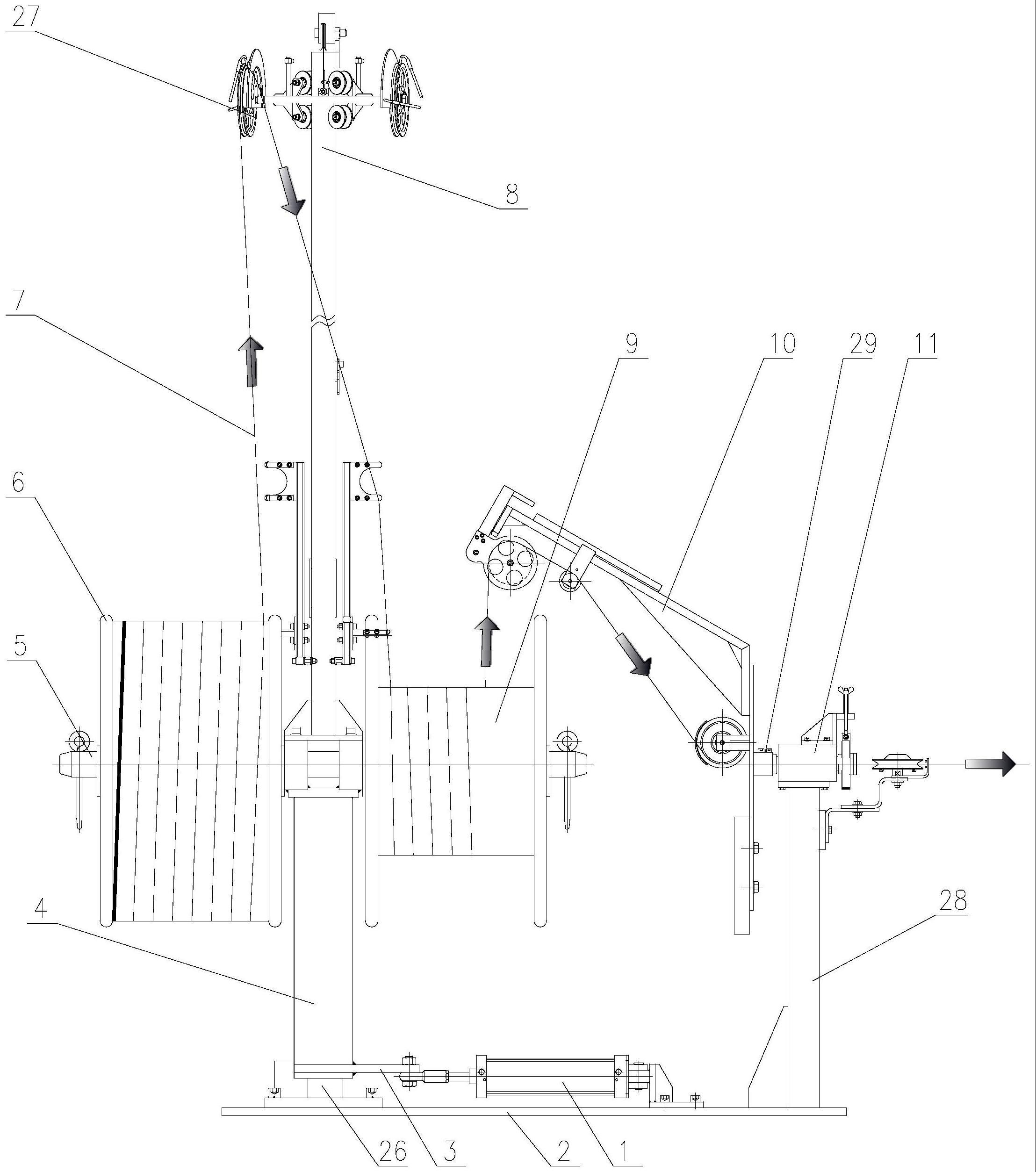
2、按照本实用新型提供的技术方案,所述适用于钢丝正反绕的摆臂式自动转换放线装置,包括底座,在底座的上表面一端活动安装有绕其自身轴线旋转的旋转支撑轴,在底座的上表面另一端固定有摆臂支撑立柱,旋转支撑轴内安装有储丝立柱,储丝立柱的上端伸出旋转支撑轴,在储丝立柱的下端安装有储丝导轮;
3、在所述旋转支撑轴上固定有工字轮支撑轴,工字轮支撑轴的轴线与旋转支撑轴的轴线呈垂直设置,工字轮支撑轴的下端伸出旋转支撑轴,在旋转支撑轴两侧的工字轮支撑轴上分别安装有第一工字轮与第二工字轮;
4、在所述摆臂支撑立柱的上端部固定有摆臂支撑座,在摆臂支撑座内转动安装有摆臂转轴,在摆臂转轴与摆臂支撑座内均设有出丝通道,在摆臂转轴上固定有摆臂组件,使得摆臂组件能绕摆臂支撑座的轴线转动;
5、所述摆臂组件包括摆臂立板以及固定在摆臂立板上的摆臂框架,在摆臂立板上安装有出口导轮座,在出口导轮座上安装有出口导轮,在出口导轮上安装有挡丝罩,在对应出口导轮位置的摆臂立板上开设有出丝孔;
6、在所述摆臂框架上转动安装有入口导轮配重块,在入口导轮配重块的前、后两侧面上均固定有挡板,在前、后两块挡板之间安装有相互配合的入口导轮与腰鼓轮,在出口导轮与入口导轮之间的摆臂框架上固定有中间导轮座,在中间导轮座上安装有中间导轮与挡丝棒。
7、作为优选,在所述摆臂立板的下端部固定有摆臂配重。
8、作为优选,在所述底座的上表面固定有旋转支撑座与气缸,所述旋转支撑轴安装在旋转支撑座上,在旋转支撑轴上固定有连杆,连杆的另一端与气缸的活塞杆端部铰接在一起。
9、作为优选,在所述摆臂框架上通过销轴与轴承转动安装所述的入口导轮配重块。
10、本实用新型解决了钢丝在正反绕时放线不顺畅、自动转换不成功等问题,放线的故障率降低了,同时也提高了生产效率。
技术特征:
1.一种适用于钢丝正反绕的摆臂式自动转换放线装置,包括底座(2),其特征是:在底座(2)的上表面一端活动安装有绕其自身轴线旋转的旋转支撑轴(4),在底座(2)的上表面另一端固定有摆臂支撑立柱(28),旋转支撑轴(4)内安装有储丝立柱(8),储丝立柱(8)的下端伸出旋转支撑轴(4),在储丝立柱(8)的上端安装有储丝导轮(27);
2.如权利要求1所述的适用于钢丝正反绕的摆臂式自动转换放线装置,其特征是:在所述摆臂立板(25)的下端部固定有摆臂配重(12)。
3.如权利要求1所述的适用于钢丝正反绕的摆臂式自动转换放线装置,其特征是:在所述底座(2)的上表面固定有旋转支撑座(26)与气缸(1),所述旋转支撑轴(4)安装在旋转支撑座(26)上,在旋转支撑轴(4)上固定有连杆(3),连杆(3)的另一端与气缸(1)的活塞杆端部铰接在一起。
4.如权利要求1所述的适用于钢丝正反绕的摆臂式自动转换放线装置,其特征是:在所述摆臂框架(21)上通过销轴(22)与轴承(23)转动安装所述的入口导轮配重块(18)。
技术总结
本技术涉及一种适用于钢丝正反绕的摆臂式自动转换放线装置,在底座上安装有旋转支撑轴与摆臂支撑立柱,旋转支撑轴内安装储丝立柱,在储丝立柱上安装储丝导轮;在旋转支撑轴上固定工字轮支撑轴,在工字轮支撑轴上安装第一、第二工字轮;在摆臂支撑立柱上固定摆臂支撑座,在摆臂支撑座内安装摆臂转轴,在摆臂转轴上固定摆臂组件;在摆臂立板上安装出口导轮;在摆臂框架上安装入口导轮配重块,在入口导轮配重块的前、后两侧面上固定挡板,在挡板之间安装入口导轮与腰鼓轮,在摆臂框架上安装中间导轮与挡丝棒。本技术解决了钢丝在正反绕时放线不顺畅、自动转换不成功等问题,放线的故障率降低了,同时也提高了生产效率。
技术研发人员:孙高健,张德强,孙强
受保护的技术使用者:无锡盛力达科技股份有限公司
技术研发日:20230517
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!