一种水冷压板工装的制作方法
本技术涉及储气筒焊接,尤其涉及一种水冷压板工装。
背景技术:
1、储气筒的筒体结构由直缝焊接设备进行焊接以形成封闭结构。
2、在直缝焊接设备中,通过设置压板以固定筒体并定位焊缝,从而便于准确的进行焊接作业。
3、但焊接作业时压板工装距离焊接点近,受热温度高,易粘附飞溅焊渣,导致焊接工艺不稳定,增加了大量的人工清理,工作效率低,同时工装烧损快、使用周期短、生产成本高。
技术实现思路
1、为了解决上述现有技术存在的缺陷,本实用新型提出了一种水冷压板工装。
2、本实用新型的技术方案是这样实现的:
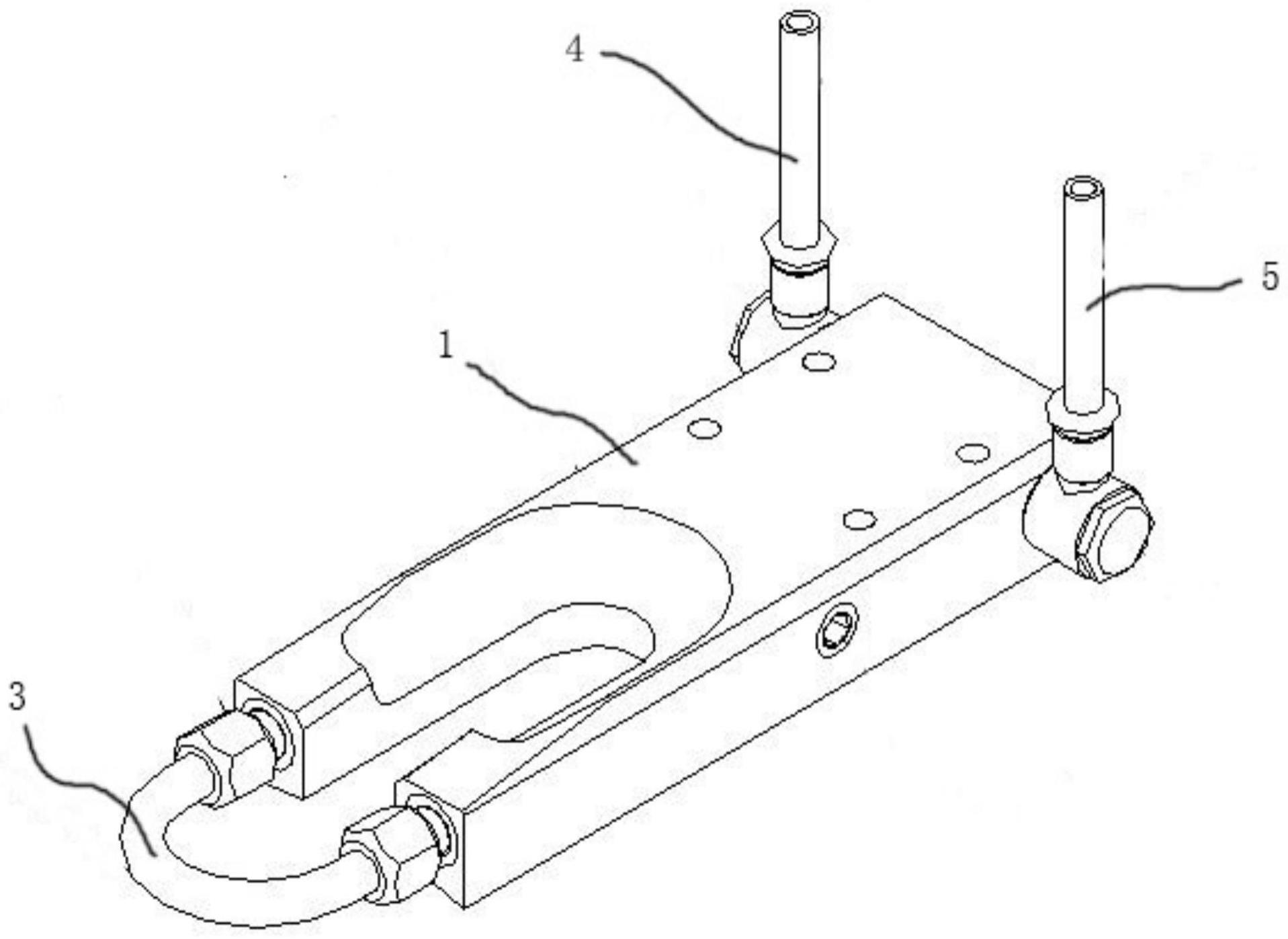
3、一种水冷压板工装,包括:本体,所述本体上开设有避让槽,使得本体上位于所述避让槽的两侧形成左支脚与右支脚,所述本体内开设有流体通道,通过将所述流体通道与外部液体管路连接,使得流动的液体能够对本体进行降温。
4、在其中一个实施例中,所述流体通道包括位于左支脚内的第一流道以及位于右支脚内的第二流道。
5、在其中一个实施例中,所述第一流道延伸至所述左支脚的端部,并开口设置,所述第二流道延伸至所述右支脚的端部,并开口设置。
6、在其中一个实施例中,所述第一流道与第二流道通过连接管连通。
7、在其中一个实施例中,所述流体通道还包括位于本体内的第三流道与第四流道,所述第三流道与第一流道连通,所述第四流道与所述第二流道连通。
8、在其中一个实施例中,所述第三流道延伸至远离所述左支脚的一端,并向所述本体远离第四流道的一侧侧面开口设置,所述第四流道延伸至远离所述右支脚的一端,并向所述本体远离第三流道的一侧侧面开口设置。
9、在其中一个实施例中,所述第三流道的开口连接第一接头,所述第四流道的开口连接第二接头,所述第一接头连接进水管,所述第二接头连接出水管。
10、在其中一个实施例中,所述流体通道还包括第五流道与第六流道,所述第一流道通过所述第五流道连通所述第三流道,所述第二流道通过所述第六流道连通所述第四流道。
11、在其中一个实施例中,所述第五流道延伸至所述本体侧面并开口设置,所述第六流道延伸至所述本体侧面并开口设置,所述第五流道与第六流道的开口处均设置有堵头。
12、在其中一个实施例中,所述本体的底面呈平面。
13、本实用新型的优点在于:
14、(1)通过液体对压板工装进行冷却,提高了焊接工装使用寿命,降低了更换频率,从而提高了工作效率,降低了生产成本;
15、(2)将压板工装底部设置为平面结构,与圆形筒体的接触面积更小,降低了划伤的可能性,从而提高了筒体的表面质量,减少次品率,且采用平面结构能够适用于多种直径的筒体焊接,实用性更好,此外,压板工装在对筒体进行抵压时,仅与筒体凸起的部分抵接,相较于弧形底面,与筒体的接触点位更少,稳定性与可靠性更高。
技术特征:
1.一种水冷压板工装,其特征在于,包括:本体,所述本体上开设有避让槽,使得本体上位于所述避让槽的两侧形成左支脚与右支脚,所述本体内开设有流体通道,通过将所述流体通道与外部液体管路连接,使得流动的液体能够对本体进行降温。
2.根据权利要求1所述的水冷压板工装,其特征在于,所述流体通道包括位于左支脚内的第一流道以及位于右支脚内的第二流道。
3.根据权利要求2所述的水冷压板工装,其特征在于,所述第一流道延伸至所述左支脚的端部,并开口设置,所述第二流道延伸至所述右支脚的端部,并开口设置。
4.根据权利要求2或3所述的水冷压板工装,其特征在于,所述第一流道与第二流道通过连接管连通。
5.根据权利要求2所述的水冷压板工装,其特征在于,所述流体通道还包括位于本体内的第三流道与第四流道,所述第三流道与第一流道连通,所述第四流道与所述第二流道连通。
6.根据权利要求5所述的水冷压板工装,其特征在于,所述第三流道延伸至远离所述左支脚的一端,并向所述本体远离第四流道的一侧侧面开口设置,所述第四流道延伸至远离所述右支脚的一端,并向所述本体远离第三流道的一侧侧面开口设置。
7.根据权利要求6所述的水冷压板工装,其特征在于,所述第三流道的开口连接第一接头,所述第四流道的开口连接第二接头,所述第一接头连接进水管,所述第二接头连接出水管。
8.根据权利要求5所述的水冷压板工装,其特征在于,所述流体通道还包括第五流道与第六流道,所述第一流道通过所述第五流道连通所述第三流道,所述第二流道通过所述第六流道连通所述第四流道。
9.根据权利要求8所述的水冷压板工装,其特征在于,所述第五流道延伸至所述本体侧面并开口设置,所述第六流道延伸至所述本体侧面并开口设置,所述第五流道与第六流道的开口处均设置有堵头。
10.根据权利要求1所述的水冷压板工装,其特征在于,所述本体的底面呈平面。
技术总结
本技术公开了一种水冷压板工装,包括:本体,所述本体上开设有避让槽,使得本体上位于所述避让槽的两侧形成左支脚与右支脚,所述本体内开设有流体通道,通过将所述流体通道与外部液体管路连接,使得流动的液体能够对本体进行降温。本技术的优点在于:通过液体对压板工装进行冷却,提高了焊接工装使用寿命,降低了更换频率,从而提高了工作效率,降低了生产成本。
技术研发人员:陈建凯,陈敏,任洪申
受保护的技术使用者:余姚市展欣汽车部件有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!