一种定子铁芯叠片焊接用内径整形装置的制作方法
本技术涉及新能源电车核心零部件制造。
背景技术:
1、新能源领域中驱动电机是核心零部件之一,其中定子铁芯的制造工艺必不可少,定子铁芯分叠铆后焊接和散片整理后焊接两种,叠铆后焊接工艺的常规做法是将冲压叠铆好的定子通过大吨位压装,将毛刺和扣点压平后焊接,再完成各类检测,其中有一项内径和线槽齿二合一通规检测。
2、定子内径通规是用于检测电机定子内孔尺寸的一种工具,在电机制造过程中,为了保证电机能够正常工作,需要对其各个部件进行精确的尺寸检测和控制,而定子作为电动机最重要的组成部分之一,它内部的孔洞大小会直接影响到转子转动时的稳定性和效率,因此,在制造过程中需要使用测量工具来对定子内径进行检查来确保其符合规格要求。
3、影响这个通规检测的因素有两种,一种是内径有台阶,导致最大内切圆变小,另一种是模具内径冲压和线槽不是一步冲压,两步不同心,容易影响通规。
技术实现思路
1、本实用新型需要解决的技术问题是提供一种定子铁芯叠片焊接用内径整形装置,能够在焊接过程中同时对定子内径进行修整,避免出现叠铆后叠片内径不统一的问题,减少内径台阶的出现。
2、为解决上述技术问题,本实用新型所采取的技术方案如下。
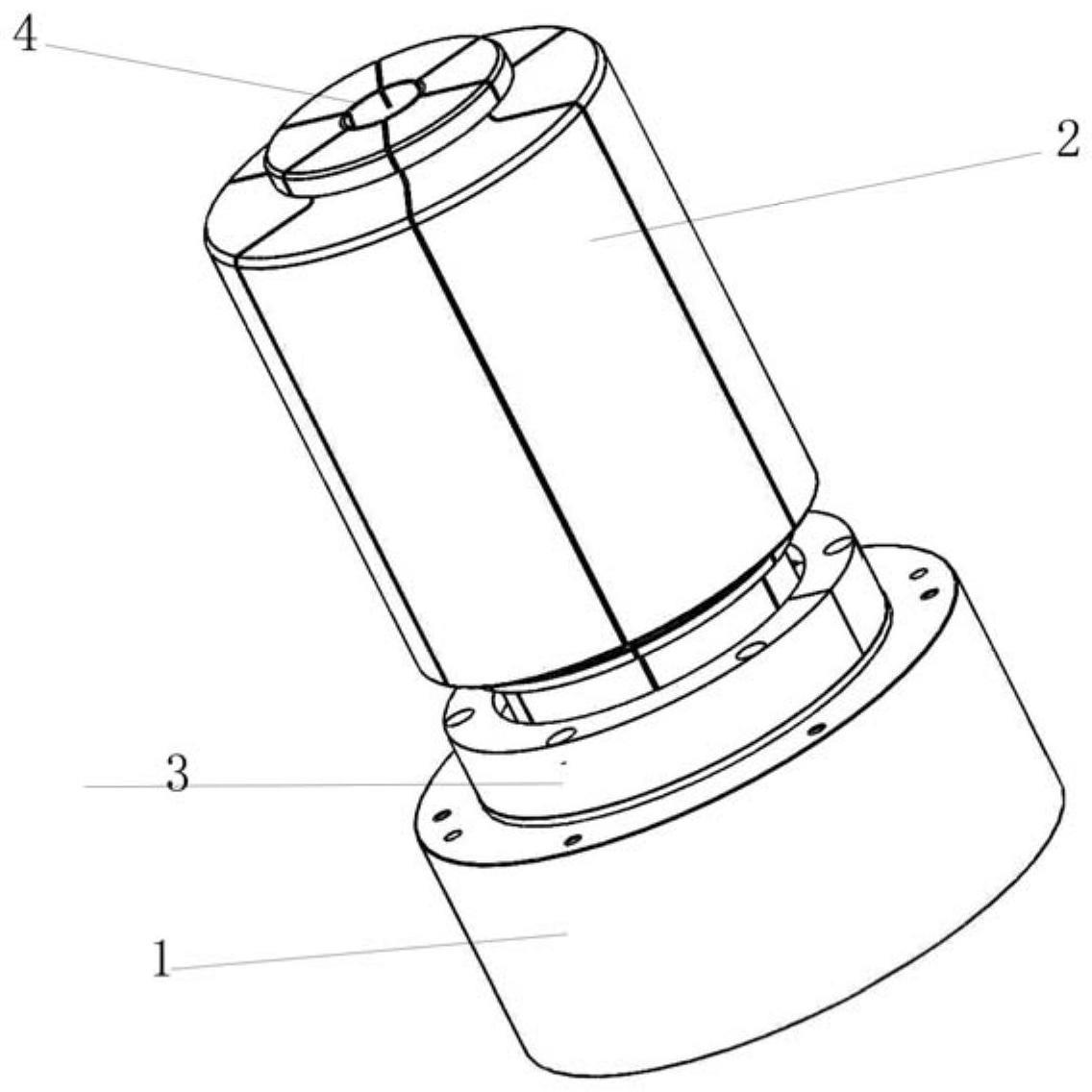
3、一种定子铁芯叠片焊接用内径整形装置,包括底座,底座上方安装有与定子铁芯叠片内径接触、并保证定子铁芯叠片内径不发生偏移的内撑;所述底座的中心设置有在外部动力下推开内撑的锥形移动机构;所述内撑包括若干均匀分布的内撑单体,内撑单体的内壁围合成供锥形移动机构穿过的锥形孔;所述内撑通过底座顶端面安装的限位块进行水平移动限位。
4、上述一种定子铁芯叠片焊接用内径整形装置,所述内撑单体为以等分圆形式等分而成的莲花瓣结构。
5、上述一种定子铁芯叠片焊接用内径整形装置,所述内撑单体的上部设置有上凹槽,内撑单体的下部设置有下凹槽;所述内撑的上部和下部分别通过套设在上凹槽和下凹槽内、实现内撑单体同步径向移动的紧固弹簧紧固连接。
6、上述一种定子铁芯叠片焊接用内径整形装置,所述内撑单体的底部设置有支撑座,支撑座的底部设置有伸入限位块中心限位槽孔内的凸起块;所述限位块与支撑座的底端面配合对凸起块进行限位。
7、上述一种定子铁芯叠片焊接用内径整形装置,所述凸起块的外壁与限位块限位槽孔的内壁之间具有供内撑单体水平径向移动的缝隙。
8、上述一种定子铁芯叠片焊接用内径整形装置,所述锥形移动机构包括安装在底座中心的锥形升降柱;所述锥形升降柱为底部开口、顶部封闭、并内部设置有空腔的结构,锥形升降柱的顶部为向内收缩、方便顶开内撑的锥形结构;所述底座的底部中心设置有与气泵连接的进气口和出气口,锥形升降柱的底部罩在进气口和出气口的上方;所述气泵通过进气口和出气口向锥形升降柱内腔充气和放气来锥形升降柱的升降运动。
9、上述一种定子铁芯叠片焊接用内径整形装置,所述锥形升降柱的最大直径小于由内撑中内撑单体底部内壁围成的内径。
10、由于采用了以上技术方案,本实用新型所取得技术进步如下。
11、本实用新型提供了一种定子铁芯叠片焊接用内径整形装置,在焊接过程中同时对定子内径进行了修整,避免了冲压叠铆后叠片内径不统一的问题,减少了通规检测时内径台阶的出现,保证了产品使用性能完好。
技术特征:
1.一种定子铁芯叠片焊接用内径整形装置,其特征在于:包括底座(1),底座(1)上方安装有与定子铁芯叠片内径接触、并保证定子铁芯叠片内径不发生偏移的内撑(2);底座(1)的中心设置有在外部动力下推开内撑(2)的锥形移动机构;所述内撑(2)包括若干均匀分布的内撑单体(21),内撑单体(21)的内壁围合成供锥形移动机构穿过的锥形孔(4);所述内撑(2)通过底座(1)顶端面安装的限位块(3)进行水平移动限位。
2.根据权利要求1所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述内撑单体(21)为以等分圆形式等分而成的莲花瓣结构。
3.根据权利要求1所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述内撑单体(21)的上部设置有上凹槽(22),内撑单体(21)的下部设置有下凹槽(23);所述内撑(2)的上部和下部分别通过套设在上凹槽(22)和下凹槽(23)内、实现内撑单体(21)同步径向移动的紧固弹簧紧固连接。
4.根据权利要求1所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述内撑单体(21)的底部设置有支撑座(24),支撑座(24)的底部设置有伸入限位块(3)中心限位槽孔内的凸起块(25);所述限位块(3)与支撑座(24)的底端面配合对凸起块(25)进行限位。
5.根据权利要求4所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述凸起块(25)的外壁与限位块(3)限位槽孔的内壁之间具有供内撑单体(21)水平径向移动的缝隙。
6.根据权利要求1所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述锥形移动机构包括安装在底座(1)中心的锥形升降柱(5);所述锥形升降柱(5)为底部开口、顶部封闭、并内部设置有空腔的结构,锥形升降柱(5)的顶部为向内收缩、方便顶开内撑(2)的锥形结构;所述底座(1)的底部中心设置有与气泵连接的进气口(6)和出气口(7),锥形升降柱(5)的底部罩在进气口(6)和出气口(7)上方;所述气泵通过进气口(6)和出气口(7)向锥形升降柱(5)内腔充气和放气来控制锥形升降柱(5)的升降运动。
7.根据权利要求6所述的一种定子铁芯叠片焊接用内径整形装置,其特征在于:所述锥形升降柱(5)的最大直径小于由内撑(2)中内撑单体(21)底部内壁围成的内径。
技术总结
本技术公开了一种定子铁芯叠片焊接用内径整形装置,包括底座,底座上方安装有与定子铁芯叠片内径接触、并保证定子铁芯叠片内径不发生偏移的内撑;所述底座的中心设置有在外部动力下推开内撑的锥形移动机构;所述内撑包括若干均匀分布的内撑单体,内撑单体的内壁围合成供锥形移动机构穿过的锥形孔;所述内撑通过底座顶端面安装的限位块进行水平移动限位;本技术在焊接过程中同时对定子内径进行了修整,避免了冲压叠铆后叠片内径不统一的问题,减少了通规检测时内径台阶的出现,保证了产品使用性能完好。
技术研发人员:吴颖,吴丽娟,杨清
受保护的技术使用者:无锡隆盛新能源科技有限公司
技术研发日:20230518
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!