多工件夹持工装的制作方法
本技术涉及工装的,具体涉及一种多工件夹持工装。
背景技术:
1、对于工件在铣床上的固定,通常是使用压板、虎钳、卡盘等,对于需要侧向施加夹紧力的情况,通常使用虎钳。但是虎钳在夹持过程中,通常只便于对一个工件进行装夹固定,而当前为了提高生产效率,需要在铣床上能够一次装夹多个工件,这样在一次作业流程中加工多个工件,但仅依靠虎钳则不便实施,所以基于此,欲提出一种改进方案,在侧向夹持的情况下,一次性能够装夹多个工件。
技术实现思路
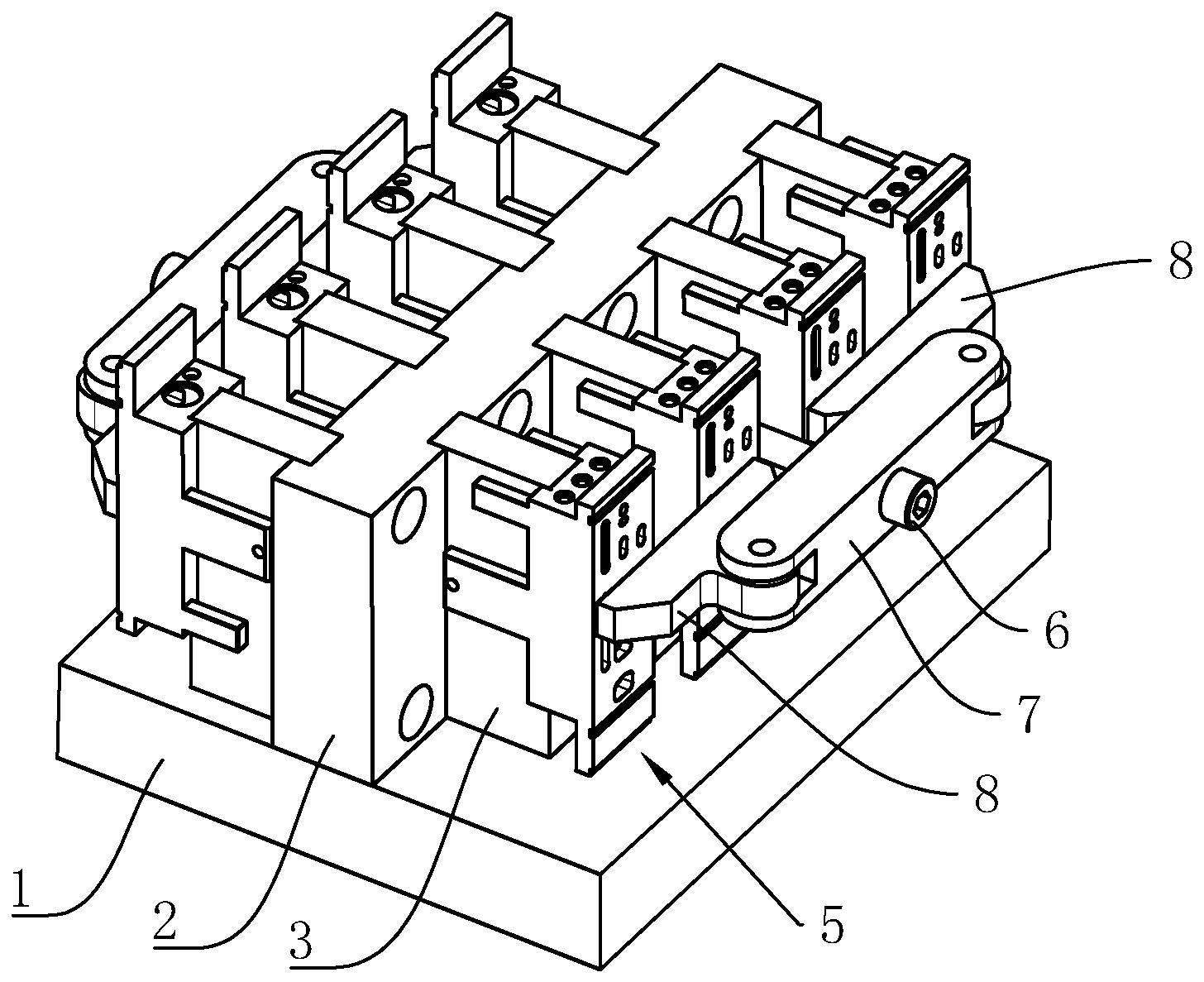
1、本实用新型提出了一种多工件夹持工装,其包括:
2、底板;
3、支撑主板,垂直固定于所述底板上;
4、支撑副板,垂直于所述底板以及所述支撑主板,与所述支撑主板连接;
5、拉杆螺栓,与所述支撑主板连接;
6、支撑主体,所述拉杆螺栓贯穿所述支撑主体;
7、支撑脚,与所述支撑主体连接并且对称设置于所述拉杆螺栓的两侧。
8、本实用新型的进一步设置为:所述支撑副板设置于所述支撑主板的两侧。
9、本实用新型的进一步设置为:位于所述支撑主板两侧的所述支撑副板错位设置。
10、本实用新型的进一步设置为:所述支撑脚与所述支撑主体铰接相连。
11、本实用新型的进一步设置为:所述支撑副板背离所述支撑主板的表面上设置有限位销。
12、本实用新型的进一步设置为:所述支撑副板设置有若干个上下排布的用于与所述限位销相适配的销孔。
13、本实用新型的进一步设置为:所述限位销与所述支撑副板可拆卸连接。
14、本实用新型的有益效果为:
15、由于限位销能够提供支撑,并且支撑脚和支撑副板对待加工工件所处的空间大小进行了限制,所以能够在装夹前预先放置多个待加工工件。当旋紧拉杆螺栓后,每个支撑脚接触两个待加工工件,一个拉杆螺栓对应四个待加工工件。所以即实现了多个待加工工件的固定,有提高了装夹效率。
技术特征:
1.一种多工件夹持工装,其特征在于,包括:
2.根据权利要求1所述的多工件夹持工装,其特征在于:所述支撑副板(3)设置于所述支撑主板(2)的两侧。
3.根据权利要求2所述的多工件夹持工装,其特征在于:位于所述支撑主板(2)两侧的所述支撑副板(3)错位设置。
4.根据权利要求1所述的多工件夹持工装,其特征在于:所述支撑脚(8)与所述支撑主体(7)铰接相连。
5.根据权利要求1所述的多工件夹持工装,其特征在于:所述支撑副板(3)背离所述支撑主板(2)的表面上设置有限位销(4)。
6.根据权利要求5所述的多工件夹持工装,其特征在于:所述支撑副板(3)设置有若干个上下排布的用于与所述限位销(4)相适配的销孔(31)。
7.根据权利要求5所述的多工件夹持工装,其特征在于:所述限位销(4)与所述支撑副板(3)可拆卸连接。
技术总结
本技术公开了一种多工件夹持工装,涉及工装的技术领域,本技术旨在解决装夹效率不高的问题。本技术包括:底板;支撑主板,垂直固定于所述底板上;支撑副板,垂直于所述底板以及所述支撑主板,与所述支撑主板连接;拉杆螺栓,与所述支撑主板连接;支撑主体,所述拉杆螺栓贯穿所述支撑主体;支撑脚,与所述支撑主体连接并且对称设置于所述拉杆螺栓的两侧。
技术研发人员:孙辉,孙润金,谭跃鹏,王文汉,王绍先
受保护的技术使用者:沈阳嘉润机械设备有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!