外腿点焊定位装置的制作方法
本技术涉及焊接定位装置领域,具体涉及一种外腿点焊定位装置。
背景技术:
1、重型车辆悬架的外腿通过焊接加工,其中,外腿包括设于其一端的上加强箍和位于上加强箍下方的下加强箍,上加强箍和下加强箍共同包覆外腿的外周,当将上加强箍和下加强箍与外腿点焊时,需先将上加强箍、下加强箍和外腿装夹在定位装置上以进行定位。
2、现有的定位装置包括底板以及安装于底板上的压紧结构和两夹紧结构,压紧结构包括连接于底板上的压板,压板位于底板的上方,其用于向下压紧上加强箍,两夹紧结构相对设置,每一夹紧结构包括连接于底板上的一夹紧块,两夹紧块分别位于压板的相对两侧以共同夹紧上加强箍和下加强箍。但是,在上述定位装置上进行点焊上加强箍和下加强箍的外腿,极易发生上加强箍与下加强箍在上下方向错位的情况,即定位装置的定位精度低。
技术实现思路
1、针对现有技术的不足,本实用新型的目的提供一种可提高定位精度且结构简单的外腿点焊定位装置。
2、为实现上述目的,本实用新型实施例采用如下技术方案:
3、外腿点焊定位装置,包括底板及安装于所述底板上的压紧结构和两相对设置的夹紧结构;
4、所述压紧结构包括连接于所述底板上的压板,所述压板位于所述底板的上方;
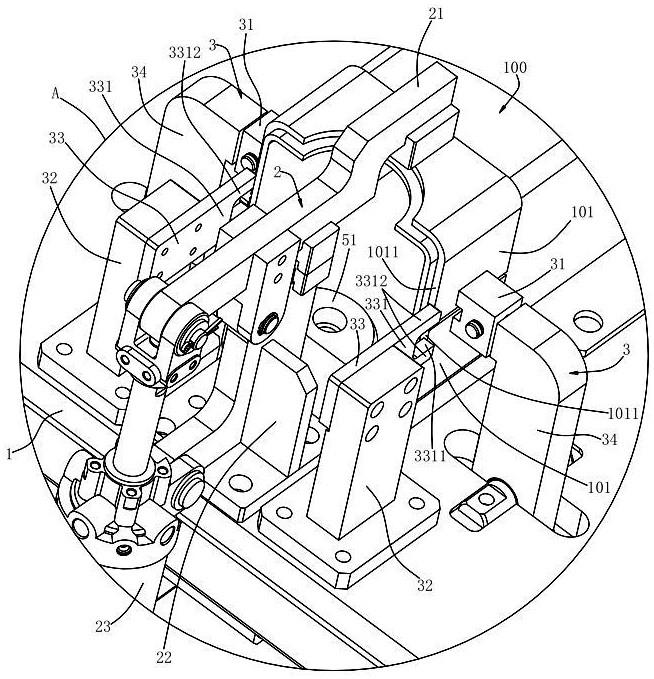
5、每一所述夹紧结构包括连接于所述底板上的夹紧块、位于所述夹紧块一侧的限位座以及连接于所述限位座上的限位板,两所述夹紧块分别位于所述压板的相对两侧,所述限位座固定于所述底板上,所述限位板位于所述底板的上方且朝向所述夹紧块延伸形成用于限位外腿的两加强箍侧板缘的限位部,所述限位部沿上下方向延伸。
6、进一步地,所述限位部靠近所述夹紧块的外侧壁向内凹设有一凹槽,所述凹槽贯穿所述限位部的两板面以使其形成两用于限位所述加强箍侧板缘的限位块。
7、进一步地,所述限位板靠近所述夹紧块的外侧壁固定有两用于限位所述加强箍侧板缘的限位块,两所述限位块沿上下方向分布且朝向所述夹紧块延伸,两所述限位块的自由端面在上下方向上平齐。
8、进一步地,包括固定于所述底板顶面上的第一定位座和第二定位座,所述第二定位座位于两所述夹紧块之间且与所述第一定位座相对设置,所述第二定位座的顶面向上凸伸形成一用于与所述外腿的半圆孔配合的定位柱。
9、进一步地,所述第二定位座具有相对的两外侧壁,所述两外侧壁分别与两所述夹紧块对应,所述第二定位座的顶面还向下凹设形成一用于限位所述加强箍下端的定位槽,所述定位槽相对于所述定位柱远离所述限位座且贯穿所述两外侧壁。
10、进一步地,两所述限位座位于所述第二定位座远离所述第一定位座的一侧,所述限位板固定于所述限位座靠近所述第二定位座的外侧壁上。
11、进一步地,包括固定于所述底板上的夹紧气缸及分别与所述夹紧气缸两端连接的两夹紧臂,每一所述夹紧臂的上端向上穿过所述底板且延伸至所述底板的上方,一所述夹紧块连接于一所述夹紧臂的上端上。
12、进一步地,所述压紧结构包括位于两所述限位座之间且固定于所述底板顶面上的压紧座以及固定于所述压紧座上的压紧气缸,所述压板连接于所述压紧气缸的伸缩杆上且高于两所述夹紧块。
13、本实用新型的外腿点焊定位装置的每一夹紧结构通过设置连接于限位座上的限位板,限位板位于底板的上方且朝向夹紧块延伸形成限位部,限位部沿上下方向延伸以使其在上下方向上限位两加强箍的侧板缘,防止外腿的两加强箍在上下方向错位,从而提高定位精度。本实用新型的外腿点焊定位装置具有结构简单、装夹便捷且定位精度高的特点。
技术特征:
1.外腿点焊定位装置,其特征在于,包括底板及安装于所述底板上的压紧结构和两相对设置的夹紧结构;
2.如权利要求1所述的外腿点焊定位装置,其特征在于,所述限位部靠近所述夹紧块的外侧壁向内凹设有一凹槽,所述凹槽贯穿所述限位部的两板面以使其形成两用于限位所述加强箍侧板缘的限位块。
3.如权利要求1所述的外腿点焊定位装置,其特征在于,所述限位板靠近所述夹紧块的外侧壁固定有两用于限位所述加强箍侧板缘的限位块,两所述限位块沿上下方向分布且朝向所述夹紧块延伸,两所述限位块的自由端面在上下方向上平齐。
4.如权利要求1所述的外腿点焊定位装置,其特征在于,包括固定于所述底板顶面上的第一定位座和第二定位座,所述第二定位座位于两所述夹紧块之间且与所述第一定位座相对设置,所述第二定位座的顶面向上凸伸形成一用于与所述外腿的半圆孔配合的定位柱。
5.如权利要求4所述的外腿点焊定位装置,其特征在于,所述第二定位座具有相对的两外侧壁,所述两外侧壁分别与两所述夹紧块对应,所述第二定位座的顶面还向下凹设形成一用于限位所述加强箍下端的定位槽,所述定位槽相对于所述定位柱远离所述限位座且贯穿所述两外侧壁。
6.如权利要求4所述的外腿点焊定位装置,其特征在于,两所述限位座位于所述第二定位座远离所述第一定位座的一侧,所述限位板固定于所述限位座靠近所述第二定位座的外侧壁上。
7.如权利要求1所述的外腿点焊定位装置,其特征在于,包括固定于所述底板上的夹紧气缸及分别与所述夹紧气缸两端连接的两夹紧臂,每一所述夹紧臂的上端向上穿过所述底板且延伸至所述底板的上方,一所述夹紧块连接于一所述夹紧臂的上端上。
8.如权利要求1所述的外腿点焊定位装置,其特征在于,所述压紧结构包括位于两所述限位座之间且固定于所述底板顶面上的压紧座以及固定于所述压紧座上的压紧气缸,所述压板连接于所述压紧气缸的伸缩杆上且高于两所述夹紧块。
技术总结
本技术公开了一种外腿点焊定位装置,包括底板及安装于底板上的压紧结构和两相对设置的夹紧结构;压紧结构包括连接于底板上的压板,压板位于底板的上方;每一夹紧结构包括连接于底板上的夹紧块、位于夹紧块一侧的限位座以及连接于限位座上的限位板,两夹紧块分别位于压板的相对两侧,限位座固定于底板上,限位板位于底板的上方且朝向夹紧块延伸形成用于限位外腿的两加强箍侧板缘的限位部,限位部沿上下方向延伸以使其在上下方向上限位两加强箍的侧板缘,防止外腿的两加强箍在上下方向错位,从而提高定位精度。
技术研发人员:吴志强,阮均贤
受保护的技术使用者:广东富华重工制造有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!