一种适用于电机壳体及铁芯加工用工装的制作方法
本技术涉及一种机加工工装,具体涉及一种适用于电机壳体及铁芯加工用工装。
背景技术:
1、目前,在电机壳体与转子铁芯(该转子铁芯是指外转子铁芯)的机加工领域中,一般采用卡盘夹持固定电机壳体或转子铁芯(即电机壳体或转子铁芯直接夹持固定在卡盘上),卡盘夹持固定方式包括夹紧式与内张式;然后对电机壳体或转子铁芯进行加工。目前的这种电机壳体与转子铁芯的装夹方式的夹持力,容易造成电机壳体或转子铁芯的外观损伤、变形、尺寸不稳定等问题,影响电机壳体或转子铁芯的制作精度;尤其是在电机壳体或转子铁芯的薄壁,且精度要求较高的情况下,将严重影响制作精度,极易造成产品的不良,增加产品返修及报废的风险。
技术实现思路
1、本实用新型的目的是为了克服现有技术中的电机壳体与转子铁芯的装夹方式的夹持力,容易造成电机壳体或铁芯的外观损伤、变形、尺寸不稳定等问题,提供一种能够在不对待加工的电机壳体或铁芯产生夹持力的情况下进行固定,有效的避免因夹持造成的外观损伤、变形、尺寸不稳定等问题,并且通用性好,能够适应不同内径的电机壳体与转子铁芯的固定的适用于电机壳体及铁芯加工用工装。
2、本实用新型的技术方案是:
3、一种适用于电机壳体及铁芯加工用工装,包括:
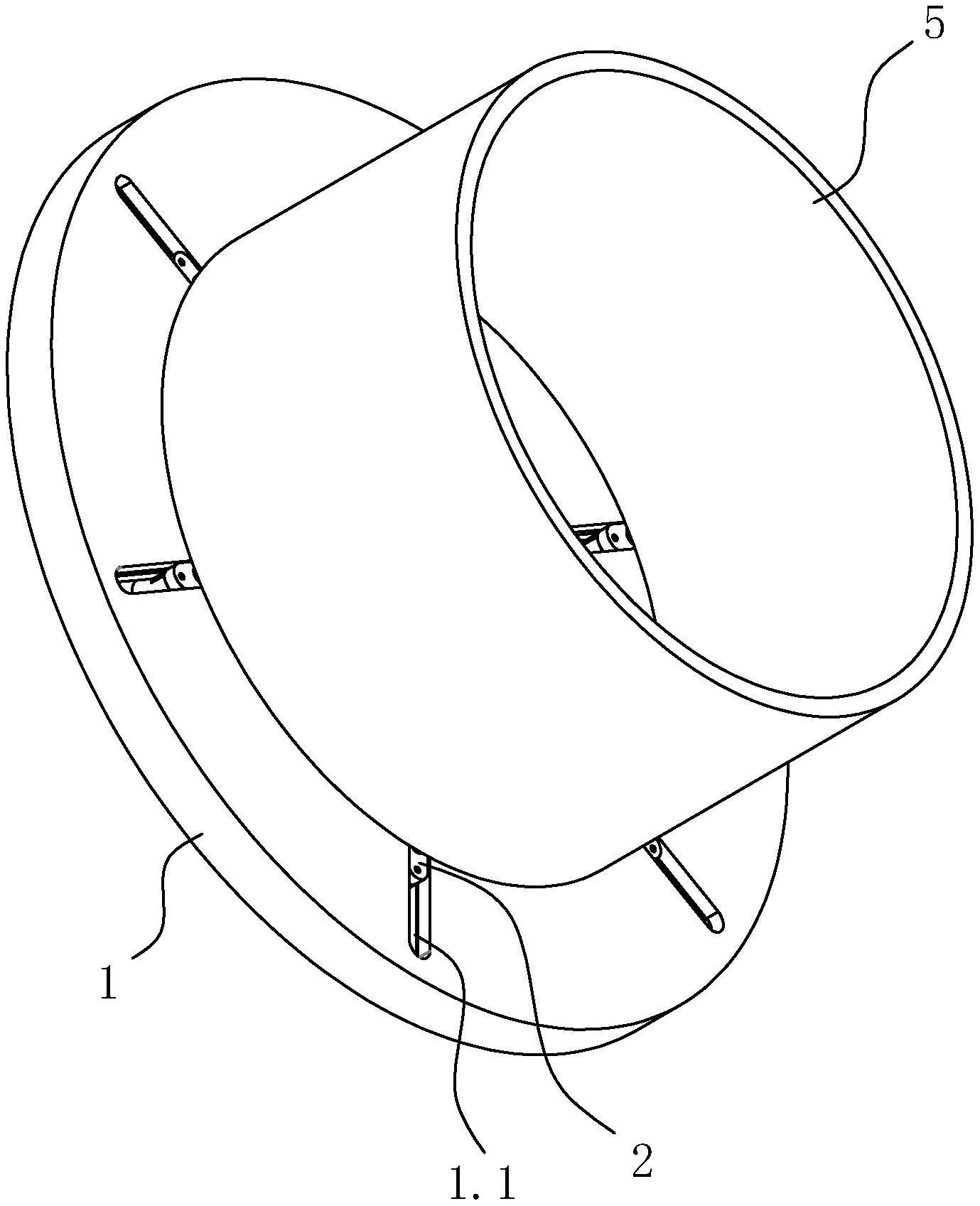
4、圆盘座,圆盘座上设有若干绕圆盘座周向均匀分布的滑槽,且滑槽的长度方向沿圆盘座的径向延伸;
5、滑座,滑座与滑槽一一对应,滑座滑动设置在对应的滑槽内,滑座上设有将滑座锁定固定在滑槽上的锁紧螺栓,所述滑座上还设有定位孔,定位孔与圆盘座的轴线相平行;
6、安装螺栓,安装螺栓插设在定位孔内,用于与电机壳体端部或铁芯端部上的螺孔配合。本方案的适用于电机壳体及铁芯加工用工装的具体使用如下,
7、先按电机壳体及铁芯直径的大小,来调整各滑座的位置,然后通过锁紧螺栓将滑座锁定固定在滑槽上;
8、接着,将安装螺栓与待加工的电机壳体端部或铁芯端部上的对应螺孔通过螺纹连接,直至电机壳体端部或铁芯端部抵在圆盘座表面上,从而将待加工的电机壳体或铁芯固定在圆盘座上;
9、再接着,通过机加工设备上的卡盘(例如三爪卡盘)夹持固定圆盘座,从而固定待加工的电机壳体或铁芯。如此,能够在不对待加工的电机壳体或铁芯产生夹持力的情况下进行固定,有效的避免因夹持造成的外观损伤、变形、尺寸不稳定等问题;从而有效解决现有技术中的电机壳体与转子铁芯的装夹方式的夹持力,容易造成电机壳体或铁芯的外观损伤、变形、尺寸不稳定等问题,而影响电机壳体或转子铁芯的制作精度。
10、另一方面,由于滑座滑动设置在对应的滑槽内,因而可以根据待加工的电机壳体及铁芯直径的大小,来调整各滑座的位置;另外,安装螺栓的数量也可以根据待加工的电机壳体及铁芯端部的螺孔的数量进行调节,以实现一款工装可以对多型号电机壳体及铁芯进行固定的效果,通用性好,可以减少工装因不通用,每款型号的电机壳体及铁芯都要制作工装所产生的费用。
11、作为优选,还包括螺栓定位套,所述滑座上设有滑座限位孔,滑座限位孔与圆盘座的轴线相平行,螺栓定位套与滑座一一对应,螺栓定位套插设在对应的滑座的滑座限位孔内,所述螺栓定位套的内孔构成所述的定位孔。如此,还可以电机壳体及铁芯端部的螺孔的内径的不同,来更换不同内径的螺栓定位套,以更换所需直径的安装螺栓,进一步提高工装通用性。
12、作为优选,滑座限位孔为台阶孔,所述螺栓定位套的外侧面设有与台阶孔配合的环形凸台。如此,有利于限位螺栓定位套,便于螺栓定位套安装与定位。
13、作为优选,滑座包括滑块与锁紧块,所述滑槽的侧壁设有沿滑槽的长度方向延伸的条形凸块,所述条形凸块位于滑块与锁紧块之间,所述锁紧螺栓连接滑座的滑块与锁紧块。如此,一方面可以通过拧紧锁紧螺栓,来实现将滑座锁定固定在滑槽上,操作方便;另一方面可以方便滑座的安装与更换。
14、作为优选,滑槽的相对两侧壁上均设有一条所述的条形凸块。如此,可以提高滑座锁定固定在滑槽上的稳定性。
15、作为优选,滑块上朝向锁紧块的一侧还设有凸起。
16、作为优选,滑块上设有滑块过孔,所述锁紧块上设有锁紧块螺纹孔,所述锁紧螺栓穿过滑块过孔并与锁紧块螺纹孔连接。
17、作为优选,同一滑座上设有两根锁紧螺栓,所述定位孔位于两根锁紧螺栓之间。如此,有利于提高滑座本身的稳定性。
18、作为优选,滑槽为4-6条。
19、作为优选,圆盘座的中心设有圆盘座中心通孔,圆盘座中心通孔与圆盘座同轴分布,所述滑槽分布在圆盘座中心通孔的四周。
20、本实用新型的有益效果是:
21、其一,能够在不对待加工的电机壳体或铁芯产生夹持力的情况下进行固定,有效的避免因夹持造成的外观损伤、变形、尺寸不稳定等问题;从而有效解决现有技术中的电机壳体与转子铁芯的装夹方式的夹持力,容易造成电机壳体或铁芯的外观损伤、变形、尺寸不稳定等问题,而影响电机壳体或转子铁芯的制作精度。
22、其二,可以根据待加工的电机壳体及铁芯直径的大小,来调整各滑座的位置,安装螺栓的数量也可以根据待加工的电机壳体及铁芯端部的螺孔的数量进行调节,以实现一款工装可以对多型号电机壳体及铁芯进行固定的效果,通用性好,可以减少工装因不通用,每款型号的电机壳体及铁芯都要制作工装所产生的费用。
技术特征:
1.一种适用于电机壳体及铁芯加工用工装,其特征是,包括:
2.根据权利要求1所述的一种适用于电机壳体及铁芯加工用工装,其特征是,还包括螺栓定位套,所述滑座上设有滑座限位孔,滑座限位孔与圆盘座的轴线相平行,螺栓定位套与滑座一一对应,螺栓定位套插设在对应的滑座的滑座限位孔内,所述螺栓定位套的内孔构成所述的定位孔。
3.根据权利要求2所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑座限位孔为台阶孔,所述螺栓定位套的外侧面设有与台阶孔配合的环形凸台。
4.根据权利要求1或2或3所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑座包括滑块与锁紧块,所述滑槽的侧壁设有沿滑槽的长度方向延伸的条形凸块,所述条形凸块位于滑块与锁紧块之间,所述锁紧螺栓连接滑座的滑块与锁紧块。
5.根据权利要求4所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑槽的相对两侧壁上均设有一条所述的条形凸块。
6.根据权利要求4所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑块上朝向锁紧块的一侧还设有凸起。
7.根据权利要求4所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑块上设有滑块过孔,所述锁紧块上设有锁紧块螺纹孔,所述锁紧螺栓穿过滑块过孔并与锁紧块螺纹孔连接。
8.根据权利要求4所述的一种适用于电机壳体及铁芯加工用工装,其特征是,同一滑座上设有两根锁紧螺栓,所述定位孔位于两根锁紧螺栓之间。
9.根据权利要求1或2或3所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述滑槽为4-6条。
10.根据权利要求1或2或3所述的一种适用于电机壳体及铁芯加工用工装,其特征是,所述圆盘座的中心设有圆盘座中心通孔,圆盘座中心通孔与圆盘座同轴分布,所述滑槽分布在圆盘座中心通孔的四周。
技术总结
本技术公开了一种适用于电机壳体及铁芯加工用工装,旨在提供一种能够在不对待加工的电机壳体或铁芯产生夹持力的情况下进行固定,有效的避免因夹持造成的外观损伤、变形、尺寸不稳定等问题,并且通用性好,能够适应不同内径的电机壳体与转子铁芯的固定的适用于电机壳体及铁芯加工用工装。它包括:圆盘座,圆盘座上设有若干绕圆盘座周向均匀分布的滑槽;滑座,滑座与滑槽一一对应,滑座滑动设置在对应的滑槽内,滑座上设有将滑座锁定固定在滑槽上的锁紧螺栓,所述滑座上还设有定位孔,定位孔与圆盘座的轴线相平行;安装螺栓,安装螺栓插设在定位孔内,用于与电机壳体端部或铁芯端部上的螺孔配合。
技术研发人员:张应勇,任志豪,陈荣轩,严叶绒,刘建波
受保护的技术使用者:宁波菲仕技术股份有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!