一种母线板自动铆压焊接设备的铆压装置的制作方法
本技术涉及铆压装置,具体为一种母线板自动铆压焊接设备的铆压装置。
背景技术:
1、在汽车制造行业马达生产组装过程中有这样一个需求:马达机壳中需要装入母线板,并将母线板与马达中的定子线圈引线依次进行铆压、焊接,保证不能脱落。
2、现有方案:母线板与定子的铆压及焊接过程主要通过机器半自动化操作,焊接前的零件固定,焊接后的焊点检测、不良品剔除、良品下料等工艺完全是通过人工手动完成,主要缺陷:效率低下,导致大批量制造时消耗非常高的人工成本,且存在人工操作失误,铆压的位置、焊接的位置、焊点的高低等在制造过程中都需要控制,零件公差导致产品合格率不高的情况。
技术实现思路
1、本实用新型的目的在于提供一种母线板自动铆压焊接设备的铆压装置,以解决上述背景技术中提出的问题。
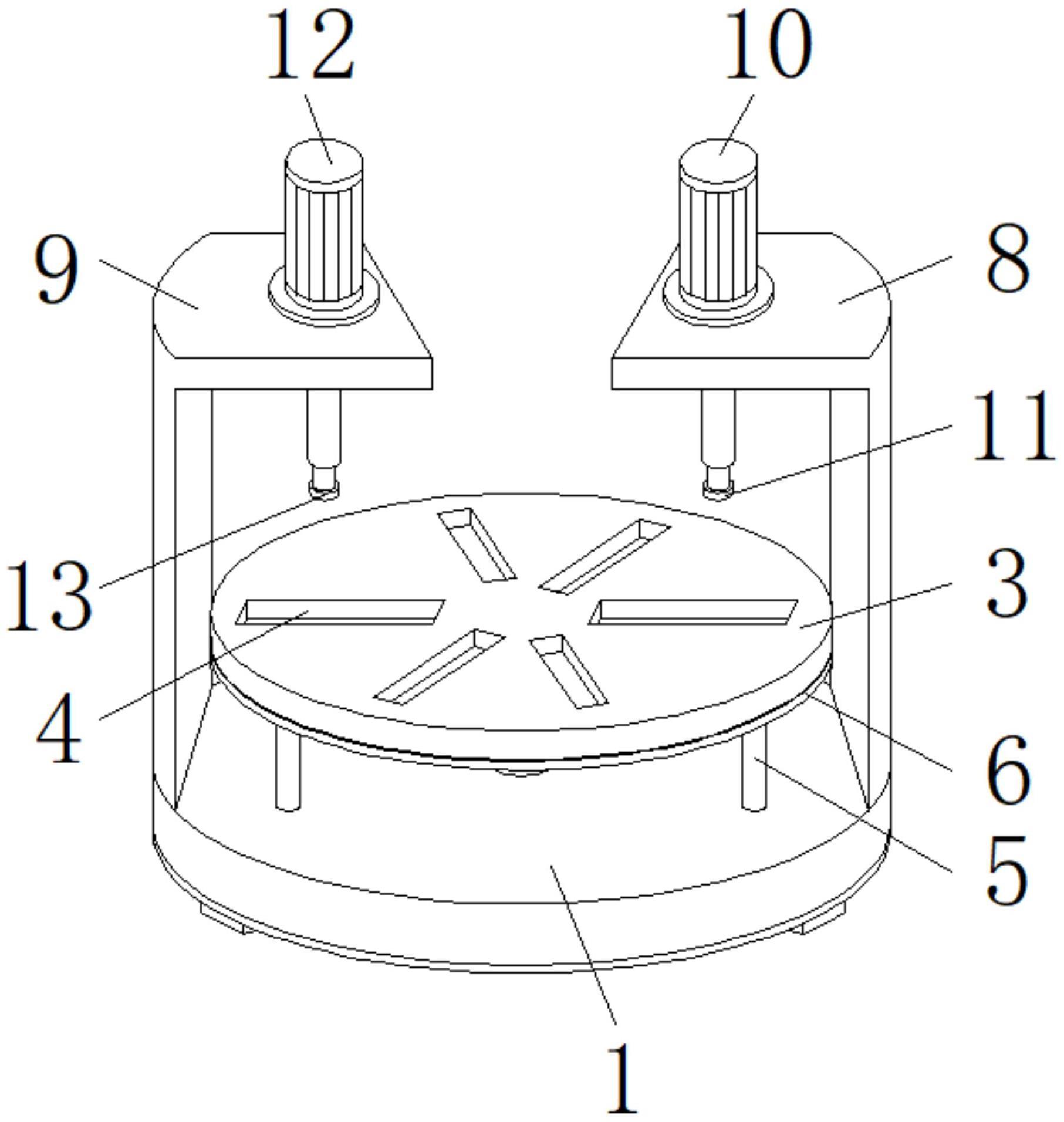
2、为实现上述目的,本实用新型提供如下技术方案:一种母线板自动铆压焊接设备的铆压装置,包括固定台,所述固定台的内部底部中央位置处通过螺栓固定连接有步进电机,所述步进电机通过其一侧的输出端固定连接有转盘,所述转盘的顶部开设有母线板限位槽,所述固定台的顶部设置有支撑杆,所述支撑杆的顶端设置有圆盘,所述圆盘的底部开设有下料槽,所述固定台的顶部通过螺栓固定连接有第一固定架和第二固定架,所述第一固定架位于第二固定架的一侧,且第一固定架的顶部通过螺栓固定连接有第一液压缸,所述第一液压缸通过其一侧的输出端固定连接有铆压头,所述第二固定架的顶部通过螺栓固定连接有第二液压缸,所述第二液压缸通过其一侧的输出端固定连接有焊接头。
3、与现有技术相比,本实用新型的有益效果是:该母线板自动铆压焊接设备的铆压装置,通过母线板限位槽对母线板的定位限位,可以使得母线板在铆压和焊接时处于位置上的精确,保证母线板铆压和焊接的质量,从而提高母线板加工的合格率,并通过转盘的步进式转动,可以使得六个母线板限位槽循环移动,可以实现母线板批量化的铆压和焊接,只需人工上料即可,无需人工进行铆压和焊接,人工操作失误率小。
技术特征:
1.一种母线板自动铆压焊接设备的铆压装置,包括固定台(1),其特征在于:所述固定台(1)的内部底部中央位置处通过螺栓固定连接有步进电机(2),所述步进电机(2)通过其一侧的输出端固定连接有转盘(3),所述转盘(3)的顶部开设有母线板限位槽(4),所述固定台(1)的顶部设置有支撑杆(5),所述支撑杆(5)的顶端设置有圆盘(6),所述圆盘(6)的底部开设有下料槽(7),所述固定台(1)的顶部通过螺栓固定连接有第一固定架(8)和第二固定架(9),所述第一固定架(8)位于第二固定架(9)的一侧,且第一固定架(8)的顶部通过螺栓固定连接有第一液压缸(10),所述第一液压缸(10)通过其一侧的输出端固定连接有铆压头(11),所述第二固定架(9)的顶部通过螺栓固定连接有第二液压缸(12),所述第二液压缸(12)通过其一侧的输出端固定连接有焊接头(13)。
2.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述母线板限位槽(4)共设置有六个,且六个母线板限位槽(4)对称设置在转盘(3)的顶部。
3.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述固定台(1)为空心结构。
4.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述转盘(3)位于圆盘(6)的上方,且转盘(3)和圆盘(6)之间通过环形滑槽和滑块滑动连接。
5.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述支撑杆(5)共设置有四个,且四个支撑杆(5)对称设置在固定台(1)和圆盘(6)之间。
6.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述下料槽(7)和母线板限位槽(4)之间相匹配契合。
7.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述第一固定架(8)和第二固定架(9)的横截面均为l形结构。
8.根据权利要求1所述的一种母线板自动铆压焊接设备的铆压装置,其特征在于:所述步进电机(2)的输出端每次转动角度为60度。
技术总结
本技术公开了一种母线板自动铆压焊接设备的铆压装置,包括固定台,所述固定台的内部底部中央位置处通过螺栓固定连接有步进电机,所述步进电机通过其一侧的输出端固定连接有转盘,所述转盘的顶部开设有母线板限位槽,所述固定台的顶部设置有支撑杆,所述支撑杆的顶端设置有圆盘,所述圆盘的底部开设有下料槽,所述固定台的顶部通过螺栓固定连接有第一固定架和第二固定架,所述第一固定架位于第二固定架的一侧。该母线板自动铆压焊接设备的铆压装置,通过母线板限位槽对母线板的定位限位,可以使得母线板在铆压和焊接时处于位置上的精确,保证母线板铆压和焊接的质量,从而提高母线板加工的合格率。
技术研发人员:陆雨昌
受保护的技术使用者:宁波恒阳电器有限公司
技术研发日:20230519
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!