边模焊接设备的制作方法
本技术涉及焊接装置,具体而言,涉及一种边模焊接设备。
背景技术:
1、混凝土预制构件边模是混凝土预制构件生产过程中重要的组成部分,其结构稳定性关系到混凝土预制构件成品的质量以及生产效率。
2、混凝土预制构件边模由多块边模板焊接而成,前期,混凝土预制构件边模的焊接大多还是通过人工焊接。具体操作是:人工将边模底板放置在水平面上的定位工装上,然后在将边模立板放置在边模底板的四周并固定,最后再手动将边模底板和边模立板焊接固定在一起,生产成本高,生产效率低。此外,市面上的一些用于焊接框架的焊接设备,其工作流程分为粗定位、点焊定位以及整体焊接三个步骤。其中,粗定位过程是通过使物料沿斜面滑动至滑槽内实现的,物料滑动至滑槽内的过程容易发生偏移,定位精度不够高;点焊定位的目的是将各物料拼接固定,如此,当采用机器人对物料进行整体焊接的过程中,受焊接温度等的影响,点焊固定的物料容易发生变形、脱落等现象,焊接成品率比较低。
技术实现思路
1、本实用新型的主要目的在于提供一种边模焊接设备,以至少解决现有技术中的混凝土预制构件边模生产成本高、生产效率低的问题。
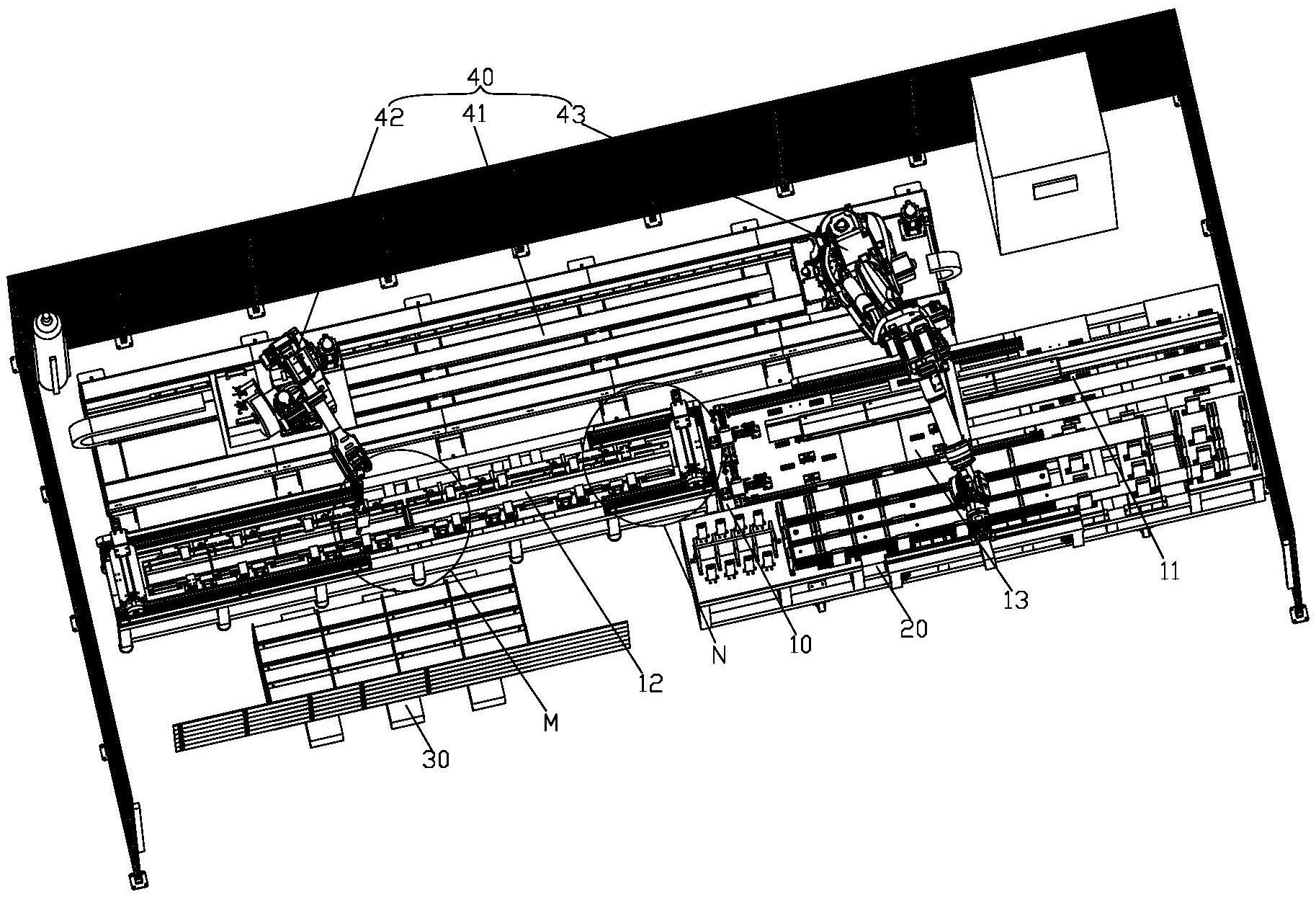
2、为了实现上述目的,本实用新型提供了一种边模焊接设备,包括:
3、定位焊接架,所述定位焊接架的长度方向上依次设置有预定位机构和组装定位机构,所述预定位机构用于对边模底板和边模立板进行预定位,所述组装定位机构用于对边模底板和所述边模立板进行组装并定位形成边模;
4、储料架,所述储料架设置在所述定位焊接架的侧边以用于存放所述边模底板和所述边模立板;
5、成品放置架,所述成品放置架设置在所述定位焊接架的侧边以用于存放焊接好的边模成品;
6、焊接移动设备,所述焊接移动设备包括导轨、焊接机器人以及移动机器人,所述导轨设置在所述定位焊接架的外侧并沿所述定位焊接架的长度方向延伸,所述焊接机器人可移动地设置在所述导轨上以用于将所述组装定位机构处的所述边模底板和所述边模立板焊接固定,所述移动机器人可移动地安装在所述导轨上以在所述组装定位机构、所述储料架以及所述成品放置架之间进行物料的转移。
7、进一步地,所述定位焊接架包括底座,所述预定位机构包括:
8、第一定位部,多个所述第一定位部沿所述底座的长度方向间隔设置,且多个所述第一定位部排列形成一条直线;
9、第二定位部,多个所述第二定位部沿所述底座的长度方向间隔设置,且多个所述第二定位部排列形成一条直线并与多个所述第一定位部围设形成定位槽;
10、第一驱动件,多个所述第一驱动件均安装在所述底座上,多个所述第一驱动件与多个所述第二定位部一一对应地连接,以驱动所述第二定位部沿所述定位槽的宽度方向往复运动;
11、第一止挡部,所述第一止挡部固定设置在所述底座上并位于所述定位槽的第一端;
12、第一移动定位机构,所述第一移动定位机构包括第一移动轨道、第一移动架以及第一定位组件,所述第一移动轨道设置于所述底座上并沿所述定位槽的长度方向延伸,所述第一移动架可移动地设置于所述第一移动轨道上,所述第一定位组件设置于所述第一移动架上。
13、进一步地,所述第一定位组件包括第二驱动件和第二止挡部,所述第二驱动件设置于所述第一移动架上并与所述第二止挡部驱动连接,以驱动所述第二止挡部沿所述定位槽的长度方向运动。
14、进一步地,所述定位焊接架包括底座,所述组装定位机构包括:
15、第一磁吸块,多块所述第一磁吸块沿所述底座的长度方向间隔设置,且多块所述第一磁吸块排列形成一条直线;
16、第二磁吸块,多块所述第二磁吸块沿所述底座的长度方向间隔设置,且多块所述第二磁吸块排列形成一条直线并与多块所述第一磁吸块围设形成组装槽;
17、第三驱动件,多个所述第三驱动件安装在所述底座上,多个所述第三驱动件与多块所述第二磁吸块一一对应地连接,以驱动所述第二磁吸块沿所述组装槽的宽度方向往复运动;
18、压紧组件,所述压紧组件设置于所述组装槽的外边缘以将所述边模立板压紧固定在所述组装槽处。
19、进一步地,所述压紧组件包括升降气缸和压板,所述升降气缸沿所述底座的高度方向伸缩,所述压板与所述升降气缸的活塞杆固定连接。
20、进一步地,所述组装定位机构还包括连接板,与所述第二磁吸块处于同一直线上的所述压紧组件通过所述连接板与所述第二磁吸块固定连接。
21、进一步地,所述组装定位机构还包括:
22、定位隔板,所述定位隔板可拆卸地设置于所述底座上并位于所述组装槽长度方向的中间位置;
23、第二移动定位机构,所述第二移动定位机构为两个,两个所述第二移动定位机构分别设置于所述组装槽的两端,所述第二移动定位机构包括第二移动轨道、第二移动架以及第二定位组件,所述第二移动轨道沿所述组装槽的长度方向延伸,所述第二移动架可移动地安装在所述第二移动轨道上,所述第二定位组件设置于所述第二移动轨道上。
24、进一步地,所述第二定位组件包括第四驱动件和第三磁吸块,所述第四驱动件安装在所述第二移动架上,所述第三磁吸块与所述第四驱动件连接,并在所述第四驱动件的驱动下沿所述组装槽的长度方向运动。
25、进一步地,所述组装定位机构还包括:
26、定位气缸,所述定位气缸设置于所述底座上并位于所述组装槽的底部;
27、第四磁吸块,所述第四磁吸块与所述定位气缸的活塞杆固定连接,并在所述定位气缸的驱动下沿所述底座的高度方向升降。
28、进一步地,所述储料架和所述成品放置架位于所述定位焊接架的第一侧,所述导轨设置在所述定位焊接架的与所述第一侧相对的第二侧。
29、应用本实用新型的技术方案,当采用本申请中的边模焊接设备进行边模焊接时,首先将边模底板和边模立板放置在储料架上。此后,通过移动机器人的作用,可以将放置在储料架上的边模立板和边模底板移动至预定位机构上,通过预定位机构对边模立板和边模底板进行预定位之后,再通过移动机器人上设定的程序等控制移动机器人运动以将边模立板和边模底板移动至组装定位机构上。此后,通过组装定位机构的作用,可以对边模底板和边模立板进行初步组装以形成对应的边模并定位好。接着,通过使焊接机器人沿导轨运动并将边模底板和边模立板焊接固定形成边模成品,最后使移动机器人沿导轨移动并将边模成品移动至成品放置架上即可。
30、根据以上的结构可以知道,本申请中的边模焊接设备在进行边模焊接时,只需要将边模底板和边模立板放置在储料架上,此后,通过焊接机器人以及移动机器人的协同作用,就可以进行边模的自动焊接,人工劳动强度低,能够有效提高边模的生产效率并降低边模的生产制造成本。
技术特征:
1.一种边模焊接设备,其特征在于,包括:
2.根据权利要求1所述的边模焊接设备,其特征在于,所述定位焊接架(10)包括底座(13),所述预定位机构(11)包括:
3.根据权利要求2所述的边模焊接设备,其特征在于,所述第一定位组件(1153)包括第二驱动件和第二止挡部,所述第二驱动件设置于所述第一移动架(1152)上并与所述第二止挡部驱动连接,以驱动所述第二止挡部沿所述定位槽(1101)的长度方向运动。
4.根据权利要求1所述的边模焊接设备,其特征在于,所述定位焊接架(10)包括底座(13),所述组装定位机构(12)包括:
5.根据权利要求4所述的边模焊接设备,其特征在于,所述压紧组件(124)包括升降气缸(1241)和压板(1242),所述升降气缸(1241)沿所述底座(13)的高度方向伸缩,所述压板(1242)与所述升降气缸(1241)的活塞杆固定连接。
6.根据权利要求5所述的边模焊接设备,其特征在于,所述组装定位机构(12)还包括连接板(1210),与所述第二磁吸块(122)处于同一直线上的所述压紧组件(124)通过所述连接板(1210)与所述第二磁吸块(122)固定连接。
7.根据权利要求4所述的边模焊接设备,其特征在于,所述组装定位机构(12)还包括:
8.根据权利要求7所述的边模焊接设备,其特征在于,所述第二定位组件(1273)包括第四驱动件(12731)和第三磁吸块(12732),所述第四驱动件(12731)安装在所述第二
9.根据权利要求4至8中任一项所述的边模焊接设备,其特征在于,所述组装定位机构(12)还包括:
10.根据权利要求1至8中任一项所述的边模焊接设备,其特征在于,所述储料架(20)和所述成品放置架(30)位于所述定位焊接架(10)的第一侧,所述导轨(41)设置在所述定位焊接架(10)的与所述第一侧相对的第二侧。
技术总结
本技术提供了一种边模焊接设备。边模焊接设备包括定位焊接架、储料架、成品放置架以及焊接移动设备。定位焊接架上设置有预定位机构和组装定位机构;储料架设置在定位焊接架的侧边;成品放置架设置在定位焊接架的侧边以用于存放焊接好的边模成品;焊接移动设备包括导轨、焊接机器人以及移动机器人,导轨设置在定位焊接架的外侧并沿定位焊接架的长度方向延伸,焊接机器人可移动地设置在导轨上以用于将组装定位机构处的边模底板和边模立板焊接固定,移动机器人可移动地安装在导轨上以在组装定位机构、储料架以及成品放置架之间进行物料的转移。本技术可以解决现有技术中的混凝土预制构件边模生产成本高、生产效率低的问题。
技术研发人员:严超,董峰,李志轩,谷继力,李如华,任成传,陈峰,董铁良,国仕蕾,刘蕴哲
受保护的技术使用者:江苏图知天下科技有限公司
技术研发日:20230522
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!