一种焊接板材的制作方法
本技术涉及一种焊接板材,属于毛坯板材。
背景技术:
1、热成型钢板是一种被广泛应用于汽车车身制造且具有高机械强度、高冲压性能的钢质板材。热成型钢板制造一般采用高温冲压成形技术,由于需要加热到900℃以上的高温后一次成形,因此,钢板在高温加热条件下极易被空气中的氧气氧化,从而在其表面产生氧化铁皮。一般可通过喷丸处理可以去除氧化铁皮,以解决上述问题。随着技术的革新,人们发现在热成形钢板表面涂镀铝硅镀层可以有效保护钢质板材不受热高温加热的影响,可有效防止钢质板材加工过程中的脱碳情况,也不会产生氧化铁皮。但是,因铝硅镀层的主要成分是铝,使得铝硅镀层会将大部分的脉冲激光反射掉,大大降低了焊接的质量和效率,提高了加工成本。焊接接头的组织主要为马氏体组织,马氏体形成后体积会变大,另外,随着焊接过程的不断进行,焊道中的热量不断在熔池部位集中起来,在焊接板材的尾部容易出现凹陷、熔接不良等缺陷,影响焊接板材的强度,降低板材使用寿命。
技术实现思路
1、本实用新型的目的是提供一种焊接板材,以解决现有板材存在的焊道强度低所导致的焊接不良、焊接接头的韧性和强度低、板材后续容易氧化锈蚀的问题。
2、本实用新型为解决技术问题所采用的技术方案如下:
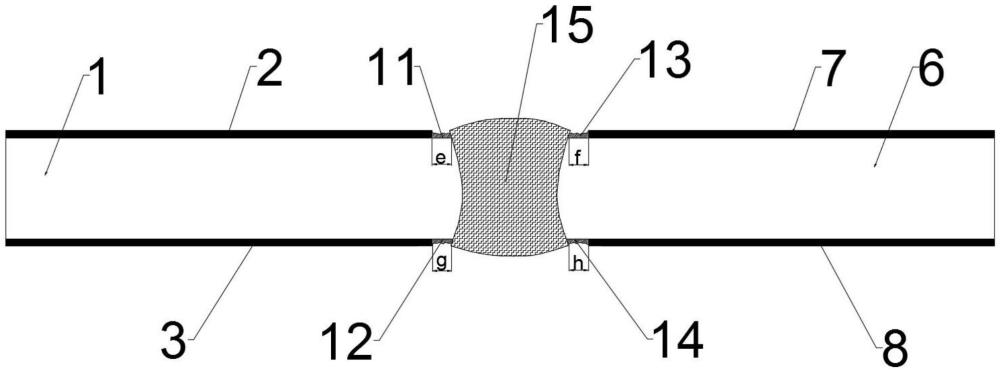
3、本实用新型的一种焊接板材,包括:第一基体、第一上表面镀层、第一下表面镀层、第二基体、第二上表面镀层、第二下表面镀层、焊接后第一上氧化烧蚀层、焊接后第一下氧化烧蚀层、焊接后第二上氧化烧蚀层、焊接后第二下氧化烧蚀层和焊接接头,所述焊接后第一上氧化烧蚀层、焊接后第一下氧化烧蚀层、焊接后第二上氧化烧蚀层、焊接后第二下氧化烧蚀层的宽度均≤0.2mm;所述第一上表面镀层和第一下表面镀层分别设置于第一基体上下表面;所述第二上表面镀层和第二下表面镀层分别设置于第二基体上下表面;所述第一基体右侧和第二基体左侧之间通过焊接接头相连;所述第一基体右侧上下端焊接边沿分别设有焊接后第一上氧化烧蚀层和焊接后第一下氧化烧蚀层;所述第二基体左侧上下端焊接边沿分别设有焊接后第二上氧化烧蚀层和焊接后第二下氧化烧蚀层。
4、进一步的,所述第一上表面镀层和第一下表面镀层的厚度均为10μm-50μm。
5、进一步的,所述第二上表面镀层和第二下表面镀层的厚度均为10μm-50μm。
6、进一步的,所述第一基体和第二基体的厚度均为1.0mm-3.0mm。
7、进一步的,所述焊接接头由基体和氧化烧蚀层以及金属焊丝经激光加热熔化后形成。
8、本实用新型的有益效果是:
9、本实用新型的一种焊接板材,主要包括第一基体、第一上表面镀层、第一下表面镀层、第二基体、第二上表面镀层、第二下表面镀层、焊接后第一上氧化烧蚀层、焊接后第一下氧化烧蚀层、焊接后第二上氧化烧蚀层、焊接后第二下氧化烧蚀层和焊接接头;其中所设置的焊接后第一上氧化烧蚀层、焊接后第一下氧化烧蚀层、焊接后第二上氧化烧蚀层、焊接后第二下氧化烧蚀层以及各氧化烧蚀层宽度的限制,减少了焊道中铝元素的融入,提升了焊道强度,避免了镀层中的铝元素对激光的高反射,提高了整个铝硅镀层板材对于激光的吸收效率,提高铝硅镀层板材焊接效率,并且通过氧化烧蚀可将铝硅镀层转化为对焊接接头强韧性无影响的al2o3和sio2等氧化物,从而进一步提高焊接接头的韧性和强度;通过在焊接接头形成后的0.2秒内采用冷却水均匀喷洒在焊接接头上对焊接接头进行冷却,利用热胀冷缩原理抵消由于焊接接头转化成马氏体后的体积变大,避免了焊接板材的尾部出现凹陷、熔接不良等缺陷,保证了焊接板材的强度,提高板材的使用寿命。
技术特征:
1.一种焊接板材,其特征在于,包括:第一基体、第一上表面镀层、第一下表面镀层、第二基体、第二上表面镀层、第二下表面镀层、第一上氧化烧蚀层、第一下氧化烧蚀层、第二上氧化烧蚀层、第二下氧化烧蚀层和焊接接头,所述第一上氧化烧蚀层、第一下氧化烧蚀层、第二上氧化烧蚀层、第二下氧化烧蚀层的宽度均≤0.2mm;所述第一上表面镀层和第一下表面镀层分别设置于第一基体上下表面;所述第二上表面镀层和第二下表面镀层分别设置于第二基体上下表面;所述第一基体右侧和第二基体左侧之间通过焊接接头相连;所述第一基体右侧上下端焊接边沿分别设有第一上氧化烧蚀层和第一下氧化烧蚀层;所述第二基体左侧上下端焊接边沿分别设有第二上氧化烧蚀层和第二下氧化烧蚀层;
技术总结
一种焊接板材,属于毛坯板材领域,包括:第一基体、第一上表面镀层、第一下表面镀层、第二基体、第二上表面镀层、第二下表面镀层、焊接后第一上氧化烧蚀层、焊接后第一下氧化烧蚀层、焊接后第二上氧化烧蚀层、焊接后第二下氧化烧蚀层和焊接接头,焊接接头由基体和氧化烧蚀层以及金属焊丝经激光加热熔化后形成,在焊接接头形成后的0.2秒内采用冷却水喷淋冷却焊接接头,利用热胀冷缩原理抵消由于焊接接头转化成马氏体后的体积变大,防止由焊道间隙变大导致焊接接头不饱满。本技术提升了焊道强度,避免了镀层中的铝元素对激光的高反射,提高了整个铝硅镀层板材对于激光的吸收效率,提高了铝硅镀层板材焊接效率。
技术研发人员:李天,姜志公,孙孝升,杨保锋,范喆
受保护的技术使用者:鞍钢钢材加工配送(长春)有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!