铝型材加工钻床的定位机构的制作方法
本技术涉及铝型材加工设备,尤其是涉及一种铝型材加工钻床的定位机构。
背景技术:
1、工业铝型材别名工业铝挤压材、工业铝合金型材,工业铝型材是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,但添加的合金的比例不同,生产出来的工业铝型材的机械性能和应用领域也不同,应用的领域一般来讲,工业铝型材是指除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材;
2、铝型材生产完成后需要经过精加工,其中包括切割、打磨、钻孔等等,铝型材的钻孔设备为钻床,将铝型材夹持固定在钻床的定位机构内,钻头对铝型材的规定位置进行打孔,钻孔位置的准确性影响着后续铝型材进行组装的准确性;
3、对于圆柱型、圆筒型等圆形铝型材进行打孔时,控制相邻两个孔的相对位置时,并不在于控制横向间距,而是在于控制两个孔之间的径向间距,即在于控制两个孔之间的角度;
4、但是现有的铝型材加工钻床的定位结构存在一些缺陷,例如:
5、其一,常规钻床的定位机构大多是对长条扁平状的铝型材进行夹持定位,而对于圆柱型、圆筒型等圆形铝型材的定位夹持不到位,即不能使圆形铝材进行转动,且不能控制圆形铝材的转动角度;
6、其二,不同型号的圆形铝材的直径不同,在夹持圆形铝材时不能保证铝型材自身的中心线位于转动中心。
技术实现思路
1、本实用新型提出一种铝型材加工钻床的定位机构,以解决上述背景技术中提出的问题。
2、本实用新型的技术方案是这样实现的:
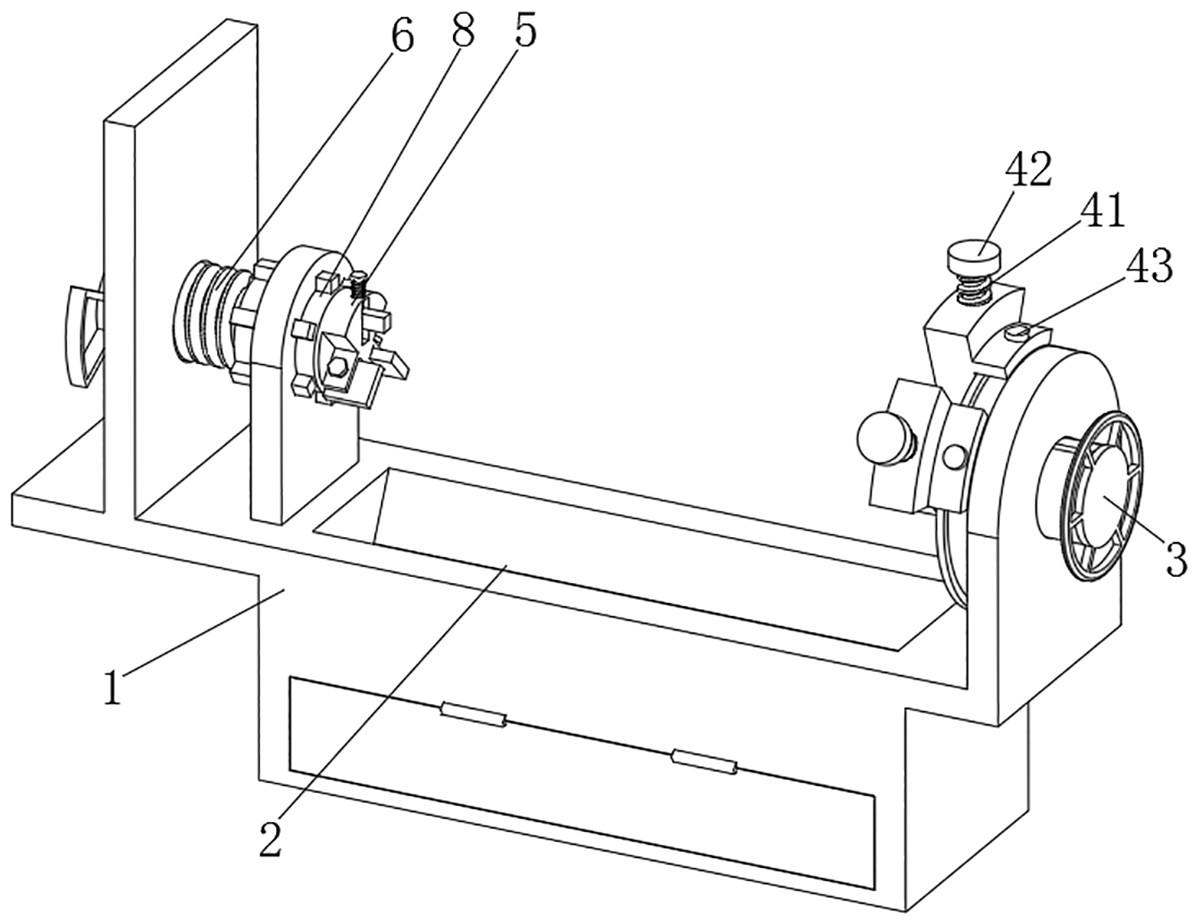
3、一种铝型材加工钻床的定位机构,包括有底座、夹持组件、中心转轴和钻孔定位组件;
4、所述底座的一端内转动安装有夹持组件,所述底座的另一端内转动安装有中心转轴,所述夹持组件和中心转轴处于同一高度,所述中心转轴的侧面设有卡槽,所述底座安装中心转轴的一端安装有钻孔定位组件,所述钻孔定位组件不少于一个,所述钻孔定位组件绕中心转轴转动,所述钻孔定位组件活动卡入卡槽内;
5、采用上述技术方案,利用夹持组件夹持铝型材的一端,铝型材的另一端抵住中心转轴,通过夹持组件和中心转轴设置同一高度,使得铝型材被水平夹持而不倾斜,相邻两个钻孔定位组件的角度间距即为铝型材的径向钻孔角度间距,当钻孔定位组件卡入卡槽内时,中心转轴、铝型材和夹持组件均固定,此时代表钻床的钻头到达铝型材的规定位置,实现了夹持圆形铝型材进行转动且精确控制铝型材转动角度的效果,实现了圆形铝型材在径向上定位打孔的目的。
6、优选的,所述夹持组件包括有固定部、移动部和转座,所述转座转动安装在底座内,所述转座的端部固定安装有固定部且活动安装有移动部,所述移动部远离或靠近固定部;
7、采用上述技术方案,移动部靠近固定部时,移动部和固定部夹持铝型材,移动部远离固定部时,放开铝型材。
8、优选的,所述固定部包括有第二螺钉和支撑板,所述支撑板活动穿插在转座的端部且远离或靠近转座的中心,所述第二螺钉螺纹穿过转座的侧面且端部抵压在支撑板的侧面;
9、采用上述技术方案,可调节支撑板的位置,之后用第二螺钉固定支撑板,以此可调节固定部的位置。
10、优选的,所述移动部包括有升降杆、第一弹簧和抵压杆,所述抵压杆活动穿插在转座的端部内且远离或靠近转座的中心,所述抵压杆靠近或远离支撑板,所述抵压杆的侧面固定安装有升降杆,所述升降杆的另一端活动穿过转座的侧壁,所述升降杆的端部与转座的侧面之间安装有第一弹簧;
11、采用上述技术方案,利用弹簧下压升降杆,升降杆下推抵压杆,使得抵压杆靠近支撑板来夹持铝型材,以此使得移动部靠近固定部来夹持铝型材。
12、优选的,所述转座转动安装在横移座的端部,所述横移座横向活动穿插在底座的端部,所述横移座的另一端转动安装有定位螺杆,所述定位螺杆螺纹穿过底座的端部;
13、采用上述技术方案,转动定位螺杆来控制横移座的横向位置,进而控制夹持组件和中心转轴的间距,来夹持不同长度的铝型材。
14、优选的,所述底座的下端内设有储料仓;
15、采用上述技术方案,打孔后的铝型材可落在储料仓内进行暂存。
16、优选的,所述钻孔定位组件包括有转架、卡位螺杆、第一螺钉和卡件,所述转架转动在底座的端部,所述转架的端部螺纹穿过有第一螺钉,所述第一螺钉的端部抵压底座的侧面,所述转架的中心螺纹穿过有卡位螺杆,所述卡位螺杆的端部安装卡件,所述卡件卡入卡槽内;
17、采用上述技术方案,转动转架来控制两个相邻转架的角度间距,当卡件卡入卡槽内时,即代表转架的位置为打孔的位置,两个转架的角度间距即为两个孔的角度间距,通过第一螺钉可固定转架,通过转动卡位螺杆可控制卡件是否卡入卡槽内,若卡件没有卡入卡槽内,即代表该位置不需要打孔。
18、优选的,所述卡件包括有第二弹簧和滚珠,所述滚珠滚动在卡位螺杆的端部内,所述滚珠卡入卡槽内,所述滚珠沿卡位螺杆的长度方向浮动,所述卡位螺杆的端部内安装有第二弹簧,所述第二弹簧按压滚珠;
19、采用上述技术方案,第二弹簧下压滚珠,且滚珠可以上下浮动,当滚珠滚入卡槽内时中心转轴固定,当强行转动中心转轴时滚珠上浮又从卡槽内脱出。
20、采用了上述技术方案,本实用新型的有益效果为:
21、本实用新型通过控制相邻两个钻孔定位组件的角度间距即为铝型材的径向钻孔角度间距,当钻孔定位组件卡入卡槽内时,中心转轴、铝型材和夹持组件均固定,此时代表钻床的钻头到达铝型材的规定位置,实现了夹持圆形铝型材进行转动且精确控制铝型材转动角度的效果,实现了圆形铝型材在径向上定位打孔的目的;
22、通过控制夹持组件的固定部相对转座中心的间距,可使固定部和移动部夹持不同直径尺寸的铝型材,且保证铝型材跟随夹持组件和中心转轴的转动中心与铝型材的中心线处于一条直线上,避免铝型材错位转动。
技术特征:
1.一种铝型材加工钻床的定位机构,其特征在于:包括有底座(1)、夹持组件(5)、中心转轴(3)和钻孔定位组件(4);
2.根据权利要求1所述的一种铝型材加工钻床的定位机构,其特征在于:所述夹持组件(5)包括有固定部、移动部和转座(56),所述转座(56)转动安装在底座(1)内,所述转座(56)的端部固定安装有固定部且活动安装有移动部,所述移动部远离或靠近固定部。
3.根据权利要求2所述的一种铝型材加工钻床的定位机构,其特征在于:所述固定部包括有第二螺钉(54)和支撑板(55),所述支撑板(55)活动穿插在转座(56)的端部且远离或靠近转座(56)的中心,所述第二螺钉(54)螺纹穿过转座(56)的侧面且端部抵压在支撑板(55)的侧面。
4.根据权利要求3所述的一种铝型材加工钻床的定位机构,其特征在于:所述移动部包括有升降杆(51)、第一弹簧(52)和抵压杆(53),所述抵压杆(53)活动穿插在转座(56)的端部内,所述抵压杆(53)靠近或远离支撑板(55),所述抵压杆(53)的侧面固定安装有升降杆(51),所述升降杆(51)的另一端活动穿过转座(56)的侧壁,所述升降杆(51)的端部与转座(56)的侧面之间安装有第一弹簧(52)。
5.根据权利要求2所述的一种铝型材加工钻床的定位机构,其特征在于:所述转座(56)转动安装在横移座(8)的端部,所述横移座(8)横向活动穿插在底座(1)的端部,所述横移座(8)的另一端转动安装有定位螺杆(6),所述定位螺杆(6)螺纹穿过底座(1)的端部。
6.根据权利要求1所述的一种铝型材加工钻床的定位机构,其特征在于:所述底座(1)的下端内设有储料仓(2)。
7.根据权利要求1所述的一种铝型材加工钻床的定位机构,其特征在于:所述钻孔定位组件(4)包括有转架(41)、卡位螺杆(42)、第一螺钉(43)和卡件,所述转架(41)转动在底座(1)的端部,所述转架(41)的端部螺纹穿过有第一螺钉(43),所述第一螺钉(43)的端部抵压底座(1)的侧面,所述转架(41)的中心螺纹穿过有卡位螺杆(42),所述卡位螺杆(42)的端部安装卡件,所述卡件卡入卡槽(7)内。
8.根据权利要求7所述的一种铝型材加工钻床的定位机构,其特征在于:所述卡件包括有第二弹簧(44)和滚珠(45),所述滚珠(45)滚动在卡位螺杆(42)的端部内,所述滚珠(45)卡入卡槽(7)内,所述滚珠(45)沿卡位螺杆(42)的长度方向浮动,所述卡位螺杆(42)的端部内安装有第二弹簧(44),所述第二弹簧(44)按压滚珠(45)。
技术总结
本技术提出了一种铝型材加工钻床的定位机构,包括有底座、夹持组件、中心转轴和钻孔定位组件;所述底座的一端内转动安装有夹持组件,所述底座的另一端内转动安装有中心转轴,所述中心转轴的侧面设有卡槽,所述底座安装中心转轴的一端安装有钻孔定位组件,所述钻孔定位组件绕中心转轴转动,所述钻孔定位组件活动卡入卡槽内;本技术实现了夹持圆形铝型材进行转动且精确控制铝型材转动角度的效果,实现了圆形铝型材在径向上定位打孔的目的,可使固定部和移动部夹持不同直径尺寸的铝型材,且保证铝型材跟随夹持组件和中心转轴的转动中心与铝型材的中心线处于一条直线上,避免铝型材错位转动。
技术研发人员:刘荣华,邓超霞,刘荣兵
受保护的技术使用者:河南罗巴克实业有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!