一种塔架超长干伸埋弧焊焊接装置的制作方法
本技术涉及焊接装置,特别是涉及一种塔架超长干伸埋弧焊焊接装置。
背景技术:
1、塔筒一般是通过由钢板卷曲焊接而成的塔段和法兰间隔焊接而成,主要通过角焊缝和埋弧焊。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响,可见其作用。
2、授权公告号cn 207723675 u一种风塔超长干伸埋弧焊焊接装置,包括焊枪,所述焊枪上设置有固接安装板,所述焊枪通过安装板和锁紧螺栓组设置有l型安装架;所述l型安装架上设置有长干伸机构和焊剂送料机构;所述长干伸机构包含通过锁紧螺母拆卸装置的送丝导向管体,所述送丝导向管体的焊丝进料口设置在焊枪枪口正下方;所述焊剂送料机构包含固接在送丝导向管体侧边的挂臂,所述挂臂通过轴承转动安装有焊剂输料管。该实用新型通过将埋弧焊焊丝干伸长度增加至120mm,利用伸出的焊丝本身的电阻热加热焊丝,使焊丝在进入熔池前就已经接近熔融状态,使埋弧焊的熔敷效率提升40%以上,从而提高焊接效率。
3、上述中的现有技术方案存在以下缺陷:发明人发现焊剂输料管将焊剂铺设在工件的表面后形成长条堆状,送丝导向管体移动进入呈长条堆状的焊剂中,送丝导向管体移动后将焊剂挤开形成一条沟槽,导致送丝导向管体不能被周围的焊剂很好的包裹,降低了焊丝本身的电阻热加热焊丝的效果,即降低了焊接效率。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种塔架超长干伸埋弧焊焊接装置,送丝导向管体在移动的过程中,焊剂可以包裹在送丝导向管体的外圆面,增强了焊丝本身的电阻热加热焊丝的效果,提高了焊接效率。
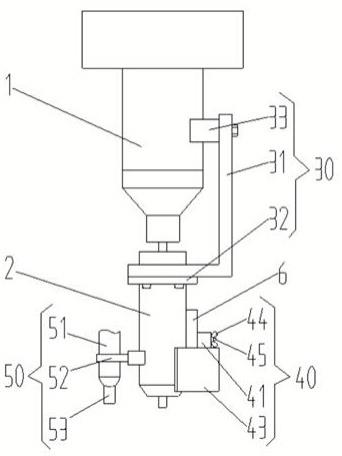
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种塔架超长干伸埋弧焊焊接装置,包括:焊枪本体,所述焊枪本体的正下方设有送丝导向管体;
3、还包括连接杆组件、八字形集料组件和焊剂输料管组件,所述焊枪本体通过连接杆组件与送丝导向管体连接,所述八字形集料组件和焊剂输料管组件对称设置且连接在送丝导向管体的外圆面;
4、所述送丝导向管体的外圆面连接有t形槽体,所述八字形集料组件包括固定块、限位块和两块对称设置的倾斜刮料板,所述限位块连接在固定块的一侧面且伸入t形槽体的内腔,所述倾斜刮料板连接在固定块的下平面,还包括碟形螺母和滑动连接在t形槽体内的t形螺栓,所述t形螺栓依次穿过限位块和固定块,所述碟形螺母螺旋连接在t形螺栓上且与固定块接触。
5、通过采用上述技术方案,在使用时,焊枪本体在移动的过程中,焊枪本体的焊丝输出,焊丝进入送丝导向管体内,同时,焊剂经过焊剂输料管组件铺设在工件的表面,送丝导向管体移动进入焊剂的内部,通过送丝导向管体的阻隔作用,使得焊丝与送丝导向管体外侧的焊剂不接触,焊丝在焊接时产生的热量对送丝导向管体内部的焊丝软化,送丝导向管体随着焊枪本体的移动将焊剂挤开形成一条沟槽,通过八字形集料组件上的倾斜刮料板将焊剂向中心刮动的作用,从而将沟槽刮平,使得焊剂可以很好地包裹在送丝导向管体的周围,阻止送丝导向管体内部的热量散发到外部,从而增强了送丝导向管体内焊丝的软化效果,提高了焊接效率。
6、本实用新型在一较佳示例中可以进一步配置为:所述焊剂输料管组件包括输料管和卡接在输料管外圆面的弧形卡槽体,所述输料管的下端连接有鸭嘴式出料头,所述弧形卡槽体与送丝导向管体连接。
7、通过采用上述技术方案,通过鸭嘴式出料头的使用,使得铺设地焊剂顶部更加平整,便于更好地包裹在送丝导向管体的周围,增强了对焊丝的软化效果。
8、本实用新型在一较佳示例中可以进一步配置为:所述连接杆组件包括l形板、环形连接板和锁紧块,所述环形连接板套装连接在送丝导向管体的外圆,所述l形板的水平侧边设有圆孔,所述圆孔套设在送丝导向管体的外圆,所述l形板与环形连接板通过螺钉连接,所述锁紧块连接在焊枪本体的外表面,所述l形板与锁紧块通过螺钉连接。
9、通过采用上述技术方案,l形板的一个侧边与环形连接板连接,另一个侧边与锁紧块连接,从而使得焊枪本体与送丝导向管体进行间接固定,结构简单,安装及拆卸容易。
10、本实用新型在一较佳示例中可以进一步配置为:所述倾斜刮料板为钢板制作而成。
11、通过采用上述技术方案,倾斜刮料板为钢板制作而成,降低了因受外界的温度影响而造成变形的概率。
12、本实用新型在一较佳示例中可以进一步配置为:所述送丝导向管体的焊丝出料口与焊枪本体的枪口之间的距离为105~120mm。
13、通过采用上述技术方案,使得焊丝有较长的软化时间,提高了焊接效率。
14、综上所述,本实用新型包括以下至少一种有益技术效果:
15、通过焊剂输料管组件将焊剂铺设在焊件的表面上,移动的送丝导向管体将焊剂挤开形成一个沟槽,通过八字形集料组件上的倾斜刮料板刮动焊剂,从而将焊剂的沟槽刮平,使得焊剂包裹在送丝导向管体的周围,增强了焊丝本身的电阻热加热焊丝的效果,提高了焊接效率。
技术特征:
1.一种塔架超长干伸埋弧焊焊接装置,包括:焊枪本体(1),其特征在于,所述焊枪本体(1)的正下方设有送丝导向管体(2);
2.根据权利要求1所述的塔架超长干伸埋弧焊焊接装置,其特征在于,所述焊剂输料管组件(50)包括输料管(51)和卡接在输料管(51)外圆面的弧形卡槽体(52),所述输料管(51)的下端连接有鸭嘴式出料头(53),所述弧形卡槽体(52)与送丝导向管体(2)连接。
3.根据权利要求1所述的塔架超长干伸埋弧焊焊接装置,其特征在于,所述连接杆组件(30)包括l形板(31)、环形连接板(32)和锁紧块(33),所述环形连接板(32)套装连接在送丝导向管体(2)的外圆,所述l形板(31)的水平侧边设有圆孔(34),所述圆孔(34)套设在送丝导向管体(2)的外圆,所述l形板(31)与环形连接板(32)通过螺钉连接,所述锁紧块(33)连接在焊枪本体(1)的外表面,所述l形板(31)与锁紧块(33)通过螺钉连接。
4.根据权利要求1所述的塔架超长干伸埋弧焊焊接装置,其特征在于,所述倾斜刮料板(43)为钢板制作而成。
5.根据权利要求1所述的塔架超长干伸埋弧焊焊接装置,其特征在于,所述送丝导向管体(2)的焊丝出料口与焊枪本体(1)的枪口之间的距离为105~120mm。
技术总结
本技术涉及焊接装置技术领域,具体涉及一种塔架超长干伸埋弧焊焊接装置,包括:焊枪本体,焊枪本体的正下方设有送丝导向管体;还包括连接杆组件、八字形集料组件和焊剂输料管组件,焊枪本体通过连接杆组件与送丝导向管体连接,八字形集料组件和焊剂输料管组件对称设置且连接在送丝导向管体的外圆面;送丝导向管体的外圆面连接有T形槽体,八字形集料组件包括固定块、限位块和两块对称设置的倾斜刮料板,限位块连接在固定块的一侧面且伸入T形槽体的内腔,倾斜刮料板连接在固定块的下平面。本技术结构合理,送丝导向管体在移动的过程中,焊剂可以包裹在送丝导向管体的外圆面,增强了焊丝本身的电阻热加热焊丝的效果,提高了焊接效率。
技术研发人员:李洪兵,陈玥云,俞春林
受保护的技术使用者:重山风力设备(连云港)有限公司
技术研发日:20230524
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!