一种管件焊接工装的制作方法
本技术涉及金属管件的焊接,具体为一种可用于对不同类型管件进行焊接辅助的管件焊接工装。
背景技术:
1、在汽车、摩托车零部件及配件的加工制造领域,其对应的制动系统、空调系统、转向系统、冷却系统中涉及到的零部件结构种类和数量众多,其中就涉及到较多的各类管路总成,这些管路总成中的管件的焊接作业,直接影响到相关系统的使用效果。
2、在工件焊接过程中,往往会采用焊接工装来进行辅助,而在现有技术中,不同厂家都会自行设计焊接工装,但这些管件焊接工装多是根据特定工件结构进行设计,存在适用面窄的缺陷,在对不同种类、尺寸,并带有特定弯曲角度的管件需要设计多套焊接工装,另外,一些简易的焊接工装在存在焊接时管件不易被固定的问题,导致相关管件在进行焊接作业时存在效率低、成本高的问题。
技术实现思路
1、本实用新型所解决的技术问题在于提供一种管件焊接工装,以解决上述背景技术中的缺点。
2、本实用新型所解决的技术问题采用以下技术方案来实现:
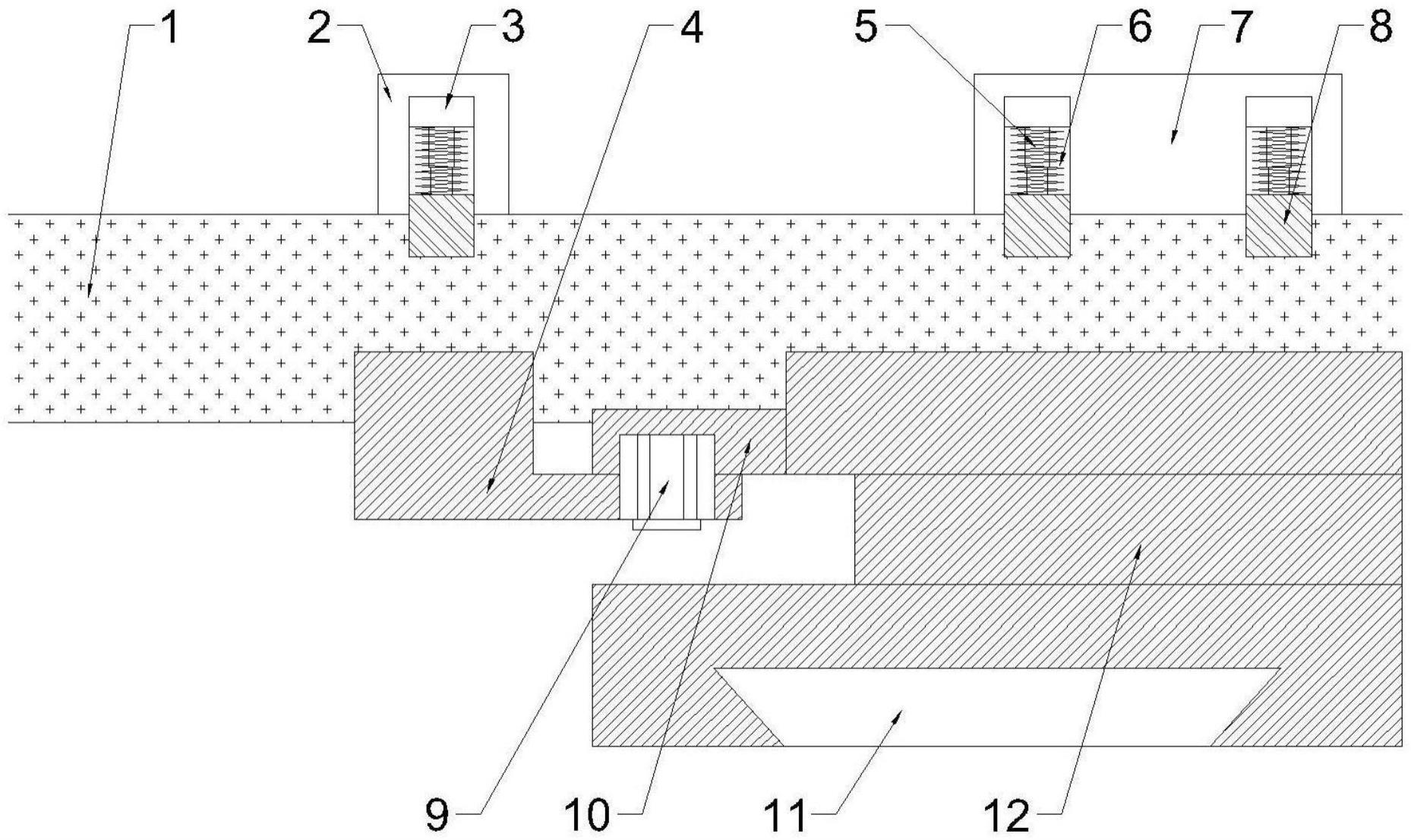
3、一种管件焊接工装,包括固定部以及活动块;
4、所述固定部下部设置有用于对工装进行固定装配的装配部;
5、所述固定部上表面上成型有沿固定部长度方向设置的第一管件放置槽,所述固定部上还设置有对放置于第一管件放置槽中管件进行两点式固定的位置固定结构;
6、所述固定部的一侧端部设置有外延段,所述外延段上设置有转座,固定部通过所述转座与所述活动块装配连接,所述活动块能通过转座在平面内进行转动;
7、所述活动块的上表面上成型有第二管件放置槽,所述第二管件放置槽在转座处于初始位置时处于第一管件放置槽的延长线上;所述活动块上还设置有对放置于第二管件放置槽中管件进行单点固定的位置固定结构。
8、作为进一步限定,所述装配部为燕尾槽与螺纹紧固件的组合。
9、作为进一步限定,所述固定部以及所述活动块上设置的位置固定结构为卡座,所述卡座上通过弹簧连接有弧形下压块,所述固定部以该弧形下压块作为固定结构来对放置于第一管件放置槽中管件进行位置固定;
10、所述弧形下压块的内侧上衬装有橡胶内衬。
11、作为进一步限定,所述所述固定部以及所述活动块上设置的位置固定结构为与待加工管件外径相匹配的抱箍。
12、作为进一步限定,所述转座设置于外延段的底面上。
13、作为进一步限定,所述转座上设置有能将转座固定于任意转动角度位置的手动释放装置;
14、所述手动释放装置为棘轮棘爪、卡扣、顶杆、销、抱箍中的一种或者组合。
15、作为进一步限定,所述第一管件放置槽与所述第二管件放置槽的剖面形状尺寸一致,均为下凹的劣弧弧面,且所述劣弧弧面对应圆的直径大于待加工管件的管体截面外径;
16、所述第一管件放置槽的槽体底面上间隔设置有导料辊,所述导料辊的辊面与所述第一管件放置槽的槽体底面匹配,并处于同一平面上。
17、有益效果:本实用新型的一种管件焊接工装结构简单,适用性强,操作方便,使用和维护成本低,其能在管件上对任意长度和弯折位置进行夹持并保持位置固定,然后利用焊枪进行焊接作业,其能适配不同管径和不同弯折角度的管件,并能保证管件焊接时的稳定性,有效提高了管件类产品、特别是具有折弯部的管件的焊接质量和焊接工作效率。
技术特征:
1.一种管件焊接工装,其特征在于,包括固定部以及活动块;
2.根据权利要求1所述的管件焊接工装,其特征在于,所述装配部为燕尾槽与螺纹紧固件的组合。
3.根据权利要求1所述的管件焊接工装,其特征在于,所述固定部以及所述活动块上设置的位置固定结构为卡座,所述卡座上通过弹簧连接有弧形下压块,所述固定部以该弧形下压块作为固定结构来对放置于第一管件放置槽中管件进行位置固定。
4.根据权利要求3所述的管件焊接工装,其特征在于,所述弧形下压块的内侧上衬装有橡胶内衬。
5.根据权利要求1所述的管件焊接工装,其特征在于,所述固定部以及所述活动块上设置的位置固定结构为与待加工管件外径相匹配的抱箍。
6.根据权利要求1所述的管件焊接工装,其特征在于,所述转座设置于外延段的底面上。
7.根据权利要求1所述的管件焊接工装,其特征在于,所述转座上设置有能将转座固定于任意转动角度位置的手动释放装置;而所述手动释放装置为棘轮棘爪、卡扣、顶杆、销、抱箍中的一种或者组合。
8.根据权利要求1所述的管件焊接工装,其特征在于,所述第一管件放置槽与所述第二管件放置槽的剖面形状尺寸一致,均为下凹的劣弧弧面,且所述劣弧弧面对应圆的直径大于待加工管件的管体截面外径。
9.根据权利要求8所述的管件焊接工装,其特征在于,所述第一管件放置槽的槽体底面上间隔设置有导料辊,所述导料辊的辊面与所述第一管件放置槽的槽体底面匹配,并处于同一平面上。
技术总结
本技术公开了一种管件焊接工装,其包括固定部以及活动块,所述固定部上表面上成型有第一管件放置槽,所述固定部上还设置有对放置于第一管件放置槽中管件进行两点式固定的位置固定结构;所述固定部的一侧端部设置有外延段,所述外延段上设置有转座,固定部通过所述转座与所述活动块装配连接,所述活动块能通过转座在平面内进行转动;所述活动块的上表面上成型有第二管件放置槽,所述第二管件放置槽在转座处于初始位置时处于第一管件放置槽的延长线上;所述活动块上还设置有对放置于第二管件放置槽中管件进行单点固定的位置固定结构。本技术能有效对待焊接管件进行夹持固定以方便需进行焊接作业。
技术研发人员:陈佳,张世阳,黄河,钟敏,舒兴东
受保护的技术使用者:长沙卡福莱汽车配件有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!