一种高速线材用于轧件头部冷却的水冷装置的制作方法
本技术涉及高速线材轧件头部不冷段水冷装置领域,尤其涉及一种高速线材用于轧件头部冷却的水冷装置。
背景技术:
1、钢铁公司为实现降本增效,提升产品质量,将现有高线进行升级改造。通过重新优化工艺布局,增加模块减径机组,提高轧线的终轧速度以提高轧线产量;通过优化轧线控冷工艺,实现低温轧制以降低产品的合金含量,达到降低成本的目的。
2、现有技术中,在轧制过程中要求轧件头部避开水冷,以满足轧件在进入精轧机组时能顺利咬入,从而形成了头部不冷段,而不冷段处的产品力学性能不达标需进行剪切,造成产品的成材率下降,大大提高了生产成本。
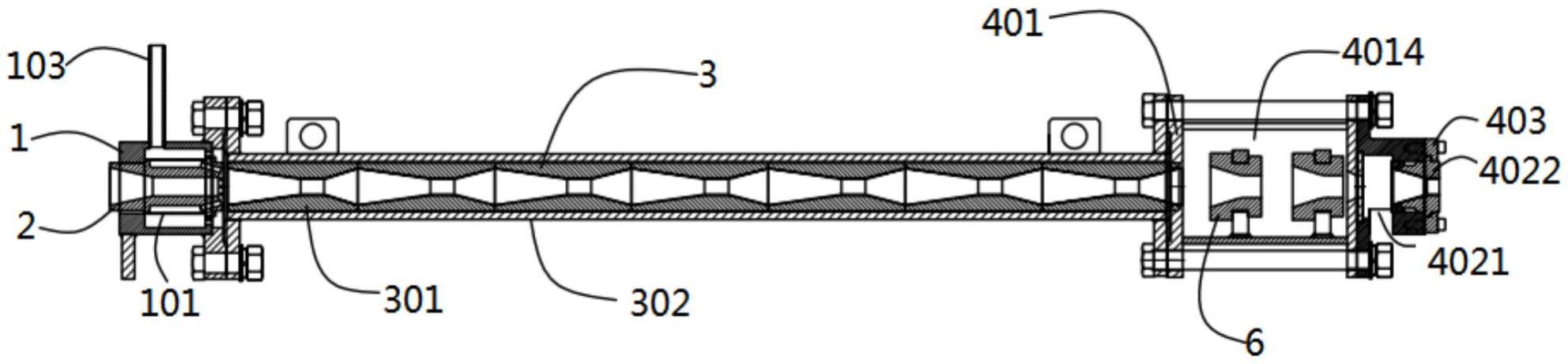
3、本实用新型试图解决以上问题,提出一种高速线材用于轧件头部冷却的水冷装置,通过设置穿水装置,穿水装置包括进口座、中间管和出口座,使得头部不冷段在经过穿水装置后再次进行控制冷却,从而达到轧件头部不冷段较短、产品成材率高、力学性能达到国标要求的目的,降低生产成本,减少成品头部剪切长度降低人员劳动强度。
技术实现思路
1、本实用新型提供一种高速线材用于轧件头部冷却的水冷装置,通过设置进口座、中间管和出口座,并在进口座设置相关进水管口和第一高压喷气管,使得头部不冷段在经过穿水装置后再次进行控制冷却,从而达到轧件头部不冷段较短、产品成材率高、力学性能达到国标要求的目的,降低生产成本,减少成品头部剪切长度降低人员劳动强度。
2、为实现上述目的,本实用新型提供一种高速线材用于轧件头部冷却的水冷装置,包括:
3、进口座,所述进口座设置有工作腔、进水管口和第一高压喷气管,所述进水管口和所述高压喷气管均与所述工作腔连接,所述工作腔设置通孔;
4、进口导卫,所述进口导卫设置在所述进口座的工作腔内,所述进口导卫包括进口、出口和喷嘴,所述喷嘴设置在所述进口导卫的出口处;
5、中间管,所述中间管与所述进口座的进口导卫的出口处相配合,所述中间管包括第一衬管和第二衬管,所述第一衬管和所述第二衬管的进口和出口处的角度不同;
6、出口座,所述出口座包括第一出口座、第二出口座和后压盖,所述第一出口座设置有控水腔和排水管口,所述第一出口座设置有进口端和出口端,所述第一出口座的进口端与所述中间管配合,所述第二出口座与所述第一出口座的出口端处连接,所述第二出口座设置第二高压喷气管、排水槽和出口导卫,所述第二高压喷气管设置在所述第二出口座上,所述出口导卫设置在所述后压盖与所述第二出口座之间,所述出口导卫设置有出口喷嘴,所述第二高压喷气管与所述出口导卫喷嘴相连通;以及
7、电控阀装置,所述电控阀装置包括:firsher阀门、气阀、第三高压喷气管、进水管、溢流管、水冷管和排水管,所述水冷管与所述进口座的进水管口连接,所述第三高压喷气管与所述进口座的第一高压喷气管和所述第二出口座的第二高压喷气管连接,所述排水管与所述第一出口座的排水管口连接。
8、进一步的,高速线材用于轧件头部冷却的水冷装置还包括滤网,所述滤网设置在所述进口导卫上。
9、进一步的,高速线材用于轧件头部冷却的水冷装置还包括导卫,所述导卫按一定距离设置多个在所述第一出口座的排水腔内,所述导卫的进口处的直径大于所述导卫的出口处的直径。
10、进一步的,所述第一衬管设置在所述中间管前半部分,所述第二衬管设置在所述中间管的后半部分。
11、进一步的,高速线材用于轧件头部冷却的水冷装置还包括plc控制器,所述plc控制器与所述电控阀装置的firsher阀门和气阀连接。
12、与现有技术相比,根据本实用新型实施例的一种高速线材用于轧件头部冷却的水冷装置,通过在进口座、中间管和出口座用于引导轧件头部,在中间管内设置第一衬管和第二衬管用于引导轧件且第一衬管和第二衬管采用耐磨材料,使得进口座、中间管和出口座使用寿命增加,并在进口座设置进水管口和第一高压喷气管,从而形成高压水流用于冷却轧件头部后一截,使得头部不冷段在经过穿水装置后再次进行控制冷却,从而达到轧件头部不冷段较短、产品成材率高、力学性能达到国标要求的目的,降低生产成本,减少成品头部剪切长度降低人员劳动强度。而在出口座设置排水管口、排水槽和出口导卫的出口喷嘴,其中出口座设置排水管口和排水槽将冷却水排出,而出口导卫的出口喷嘴将轧件表面水分喷吹干燥,防止产品材质出现问题。
技术特征:
1.一种高速线材用于轧件头部冷却的水冷装置,其特征在于,包括:
2.根据权利要求1所述的高速线材用于轧件头部冷却的水冷装置,其特征在于,还包括滤网,所述滤网设置在所述进口导卫上。
3.根据权利要求1所述的高速线材用于轧件头部冷却的水冷装置,其特征在于,还包括导卫,所述导卫按一定距离设置多个在所述第一出口座的排水腔内,所述导卫的进口处的直径大于所述导卫的出口处的直径。
4.根据权利要求1所述的高速线材用于轧件头部冷却的水冷装置,其特征在于,所述第一衬管设置在所述中间管前半部分,所述第二衬管设置在所述中间管的后半部分。
5.根据权利要求1所述的高速线材用于轧件头部冷却的水冷装置,其特征在于,还包括plc控制器,所述plc控制器与所述电控阀装置的firsher阀门和气阀连接。
技术总结
本技术提供一种高速线材用于轧件头部冷却的水冷装置,包括:进口座,进口座设置有工作腔、进水管口和第一高压喷气管;进口导卫,进口导卫包括进口、出口和喷嘴;中间管,中间管与进口座的进口导卫的出口处相配合,所述中间管包括第一衬管和第二衬管;出口座,出口座包括第一出口座、第二出口座和后压盖;以及电控阀装置,电控阀装置包括:Firsher阀门、气阀、第三高压喷气管、进水管、溢流管、水冷管和排水管。通过设置进口座、中间管和出口座,使得头部不冷段在经过进口座、中间管和出口座后再次进行控制冷却,从而达到轧件头部不冷段较短、产品成材率高、力学性能达到国标要求的目的,降低生产成本,减少成品头部剪切长度降低人员劳动强度。
技术研发人员:邓东鹏,张兴友,武小伟,袁伟
受保护的技术使用者:山西建龙实业有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!