零件多角度加工治具的制作方法
本技术涉及一种零件多角度加工治具,属于cnc加工治具。
背景技术:
1、cnc机床是一种装有程序控制系统的自动化机床,其加工工件时能够更加精确高效,因此,越来越多的工件加工更趋向于用cnc机床加工,在用cnc机床加工环形零件时,通常使用夹具通过对环形零件外侧进行接触夹持来进行固定。然而,在对结构复杂的环形结构产品进行加工时,一般需要对产品进行多角度、大切削力的加工,而现有技术中的夹持治具无法在各个角度在提供稳定可靠的定位及夹紧力,导致加工过程中环形零件的位置出现偏移,影响加工的位置精度;还有,为了获得更大的压持力,现有技术中夹具的压持面一般较大,可能会对待加工区域产生遮蔽干涉。
技术实现思路
1、本实用新型的目的是提供一种零件多角度加工治具,该零件多角度加工治具在实现对环形零件进行稳定夹持的同时,既提高压头的压持精度,又减小压头与零件的接触面积,增加零件的可加工区域,还避免压头无法继续下移压紧零件的情况。
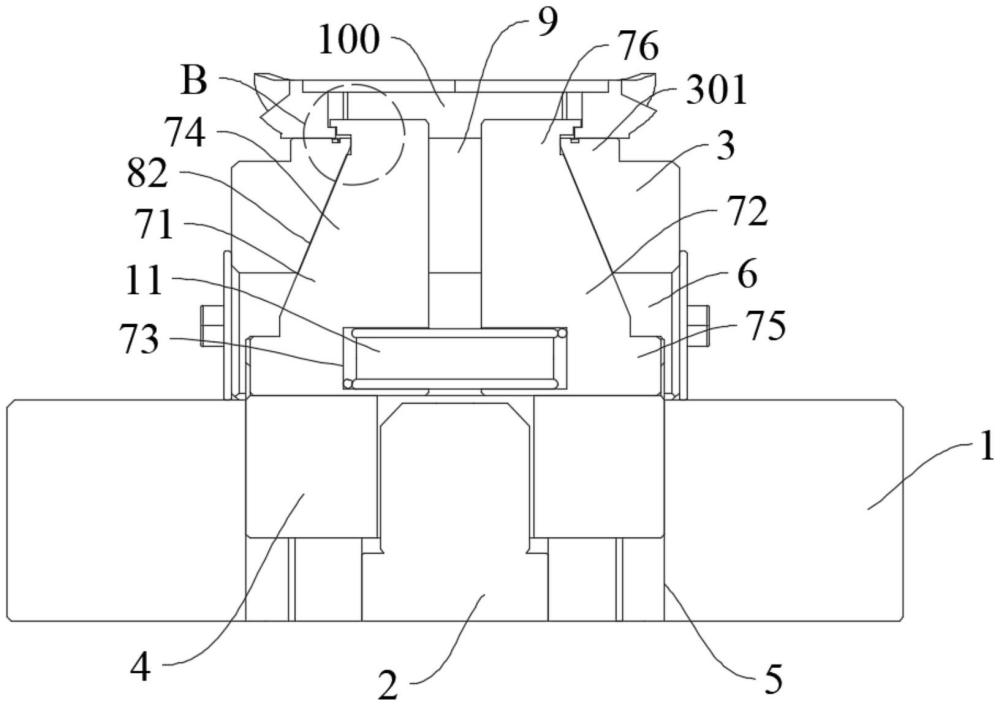
2、为达到上述目的,本实用新型采用的技术方案是:一种零件多角度加工治具,包括:固定安装于基板下表面的气缸,用于环形零件的装夹,所述基板的上表面并位于气缸的正上方设置有一定位块,所述环形零件的下表面与该定位块的上表面面接触,所述气缸的活塞杆上端连接有一活动块,所述基板上开设有供所述活动块穿出的避位通孔,所述定位块的下表面开设有供活动块嵌入的避位槽,可随气缸的活塞杆上下移动的所述活动块上表面对称地安装有可在左右方向上移动的左滑块与右滑块;
3、所述左滑块的左侧和右滑块的右侧均设置有一第一斜面,所述左滑块和右滑块上并位于第一斜面的上方均具有一竖直设置的第一限位平面,所述定位块的上表面开设有与避位槽贯通的条形孔,沿左右方向延伸的所述条形孔的左、右内壁上均设置有与第一斜面配合的第二斜面和竖直设置于第二斜面上方并用于与第一限位平面配合的第二限位平面,所述第一斜面、第二斜面各自的上端均位于其下端的内侧,所述左滑块、右滑块各自的上端均穿过条形孔并设置有一向外延伸的压头,所述左滑块与右滑块之间连接有一处于挤压状态的弹簧,当所述气缸的活塞杆处于收缩状态时,所述第一限位平面与对应的第二限位平面接触且压头的下表面与环形零件内圈的边缘处压持接触。
4、上述技术方案中进一步改进的方案如下:
5、1. 上述方案中,所述左滑块和右滑块上并位于第一斜面的上方开设有一向内的限位槽,该限位槽的竖直内壁形成所述第一限位平面,使得第一限位平面位于第一斜面的内侧。
6、2. 上述方案中,所述第一限位平面的长度大于第二限位平面的长度。
7、3. 上述方案中,所述环形零件为智能手表的壳体。
8、4. 上述方案中,所述左滑块与右滑块相对的表面上各开设有一安装槽,水平设置的所述弹簧的两端对用地嵌入所述安装槽内。
9、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
10、本实用新型零件多角度加工治具,其左滑块的左侧和右滑块的右侧均设置有一第一斜面,左滑块和右滑块上并位于第一斜面的上方均具有一竖直设置的第一限位平面,定位块的上表面开设有与避位槽贯通的条形孔,沿左右方向延伸的条形孔的左、右内壁上均设置有与第一斜面配合的第二斜面和竖直设置于第二斜面上方并用于与第一限位平面配合的第二限位平面,第一斜面、第二斜面各自的上端均位于其下端的内侧,左滑块、右滑块各自的上端均穿过条形孔并设置有一向外延伸的压头,左滑块与右滑块之间连接有一处于挤压状态的弹簧,当气缸的活塞杆处于收缩状态时,第一限位平面与对应的第二限位平面接触且压头的下表面与环形零件内圈的边缘处压持接触,在实现对环形零件进行稳定夹持的同时,既可以提高压头对零件进行压持的位置精度,又可以在减小压头与零件接触面积的同时实现对零件的稳定夹持,增加零件的可加工区域,还可以有效避免因滑块的行程偏差等导致在压头压紧零件前先与零件产生阻挡干涉而无法继续下移压紧零件的情况。
技术特征:
1.一种零件多角度加工治具,包括:固定安装于基板(1)下表面的气缸(2),其特征在于:用于环形零件(100)的装夹,所述基板(1)的上表面并位于气缸(2)的正上方设置有一定位块(3),所述环形零件(100)的下表面与该定位块(3)的上表面面接触,所述气缸(2)的活塞杆上端连接有一活动块(4),所述基板(1)上开设有供所述活动块(4)穿出的避位通孔(5),所述定位块(3)的下表面开设有供活动块(4)嵌入的避位槽(6),可随气缸(2)的活塞杆上下移动的所述活动块(4)上表面对称地安装有可在左右方向上移动的左滑块(71)与右滑块(72);
2.根据权利要求1所述的零件多角度加工治具,其特征在于:所述左滑块(71)和右滑块(72)上并位于第一斜面(81)的上方开设有一向内的限位槽(14),该限位槽(14)的竖直内壁形成所述第一限位平面(12),使得第一限位平面(12)位于第一斜面(81)的内侧。
3.根据权利要求2所述的零件多角度加工治具,其特征在于:所述第一限位平面(12)的长度大于第二限位平面(13)的长度。
4.根据权利要求1所述的零件多角度加工治具,其特征在于:所述环形零件(100)为智能手表的壳体。
5.根据权利要求1所述的零件多角度加工治具,其特征在于:所述左滑块(71)与右滑块(72)相对的表面上各开设有一安装槽(73),水平设置的所述弹簧(11)的两端对用地嵌入所述安装槽(73)内。
技术总结
本技术公开一种零件多角度加工治具,包括:固定安装于基板下表面的气缸,用于环形零件的装夹,所述基板的上表面并位于气缸的正上方设置有一定位块,所述气缸的活塞杆上端连接有一活动块,所述定位块的下表面开设有供活动块嵌入的避位槽,可随气缸的活塞杆上下移动的所述活动块上表面对称地安装有可在左右方向上移动的左滑块与右滑块,所述左滑块的左侧和右滑块的右侧均设置有一第一斜面,所述左滑块和右滑块上并位于第一斜面的上方均具有一竖直设置的第一限位平面。本技术在实现对环形零件进行稳定夹持的同时,既提高压头的压持精度,又减小压头与零件的接触面积,增加零件的可加工区域,还避免压头无法继续下移压紧零件的情况。
技术研发人员:葛延松,徐玉龙,冯天彬,沈理,王创新
受保护的技术使用者:昆山科森科技股份有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!