一种自动化安装压入装置的制作方法
本技术涉及零部件组装,具体涉及一种转动轴轴杆的自动化安装压入装置。
背景技术:
1、转动轴是当代机械设备中一种重要零部件,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。转动轴的种类很多,转动轴种类的选择需要根据应用场合进行选定。
2、轴杆是一种传动杆,其两端需要连接不同齿比的齿轮以是实现不同的动力输出,轴杆在具体安装的时候是需要安装到转动轴的内部,现有技术中通常的安装方法为将转动轴放入到模具中,然后通过一夹持机构夹紧轴杆对准后压入到转动轴中,该技术一般为单一操作,难以实现连续自动化生产;现有技术中另一种方法是通过输送带输送模具,进行连续压紧操作,但是由于输送带在输送过程中难以保证模具位置的准确性,从而导致后续压入难以对准,连续自动化操作难以进行。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种能够自动实现对转动轴、轴杆自动化精准上料,并能够实现精准定位再压紧的装置。
2、本实用新型的技术方案如下:
3、一种自动化安装压入装置,包括工作台,设置在所述工作台的轴杆上料机构、转动轴上料机构、抓取机构、压紧机构以及输送机构;其中所述轴杆上料机构和转动轴上料机构相对设置,所述输送机构位于所述轴杆上料机构和转动轴上料机构输料端部的一侧,所述压紧机构横跨在所述输送机构上,所述抓取机构用于将所述轴杆上料机构输送的轴杆、所述转动轴上料机构输送的转动轴输入到所述输送机构输送的模具中,所述压紧机构用于压紧所述轴杆到所述转动轴中。
4、所述抓取机构包括设置到所述工作台上的输送支架,所述输送支架顶部设置有侧支架,所述侧支架上设置有第二直线模组,所述第二直线模组驱动端连接有第一气缸,所述第一气缸的驱动端下部连接有第一抓取气缸,所述第一气缸驱动端的侧面连接有定位板,所述定位板的底部位于所述第一抓取气缸的第一夹爪下方,且所述定位板贴合所述模具侧面时,所述第一夹爪位于所述模具的腔体正上方;所述第一气缸的侧面还通过连接板连接有第二气缸,所述第二气缸的驱动端连接有第二抓取气缸,所述第二抓取气缸设置有第二夹爪。
5、所述在模具的侧面设置了卡和块,所述定位板上设置了个对应卡和块的卡合槽;
6、所述定位板的底部设置了转动连接头,所述转动连接头转动连接弧形杆的一端,弧形杆的另一端转动连接了卡合球,所述弧形杆转动后所述卡合球压紧紧贴到所述模具的内侧面。
7、进一步的,所述输送机构上等距间隔设置有至少五个模具,所述模具中设置有容纳所述转动轴的腔体以及容纳轴杆的半孔。
8、进一步的,所述压紧机构包括压紧支架和设置到所述压紧支架上的压紧气缸,所述压紧气缸的驱动端设置有压紧头。
9、进一步的,所述压紧支架的侧面还设置有滑轨,所述滑轨上滑动连接有滑块,所述第二气缸连接到所述滑块上。
10、进一步的,所述轴杆上料机构包括轴杆料箱,所述轴杆料箱侧面设置有下料板,所述工作台底部设置有推料气缸,所述推料气缸的驱动端连接有上料板,所述上料板紧贴所述下料板,所述上料板、下料板上部均设置有斜面;所述轴杆料箱的一侧还连接有放料箱,所述放料箱上部设置有一组挡条,所述挡条之间形成上料通道,所述挡条上部设置有斜口。
11、进一步的,所述放料箱内还设置有滑轨机构和第一直线模组,所述第一直线模组驱动端连接有安装片,所述安装片上部连接所述滑轨机构,所述安装片上设置有拨料杆。
12、进一步的,所述转动轴上料机构包括震动上料盘和连接所述震动上料盘的第一输送带,所述第一输送带端部的侧框上设置有抓取缺口。
13、借由上述方案,本实用新型至少具有以下优点:
14、(1)本实用新型利用输送机构带动模具,利用抓取机构先抓取转动轴,然后随输送机构到达抓取机构抓取轴杆工位下方,将轴杆预装至转动轴,然后利用压紧机构实现转动轴和轴杆的压入组装。
15、(2)本实用新型利用定位板和第一抓取气缸之间间隔距离等于模具边缘到放置转动轴腔体之间距离,能够完美地实现对模具在输送带上位置的定位,而无需其他定位辅助机构,同时利用同一驱动机构上下移动,无需额外的动力机构;
16、(3)本实用新型通过连接板连接了第二气缸,也同步实现了第二夹爪和第一夹爪的同步上下移动,从而节省了动力装置,同时第二气缸滑动设置到压紧机构上,也能够精准移动,不会出现位置偏移;
17、(4)本实用新型轴杆上料机构,能够通过推料气缸驱动上料板的移动将轴杆放入到下料板中,在利用两个挡条形成的通道实现将轴杆由水平状态变换为竖直状态,实现了轴杆位置的变换,同时利用第一直线模组驱动拨料杆的移动,能够实现将轴杆移动到通道的一端。
18、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
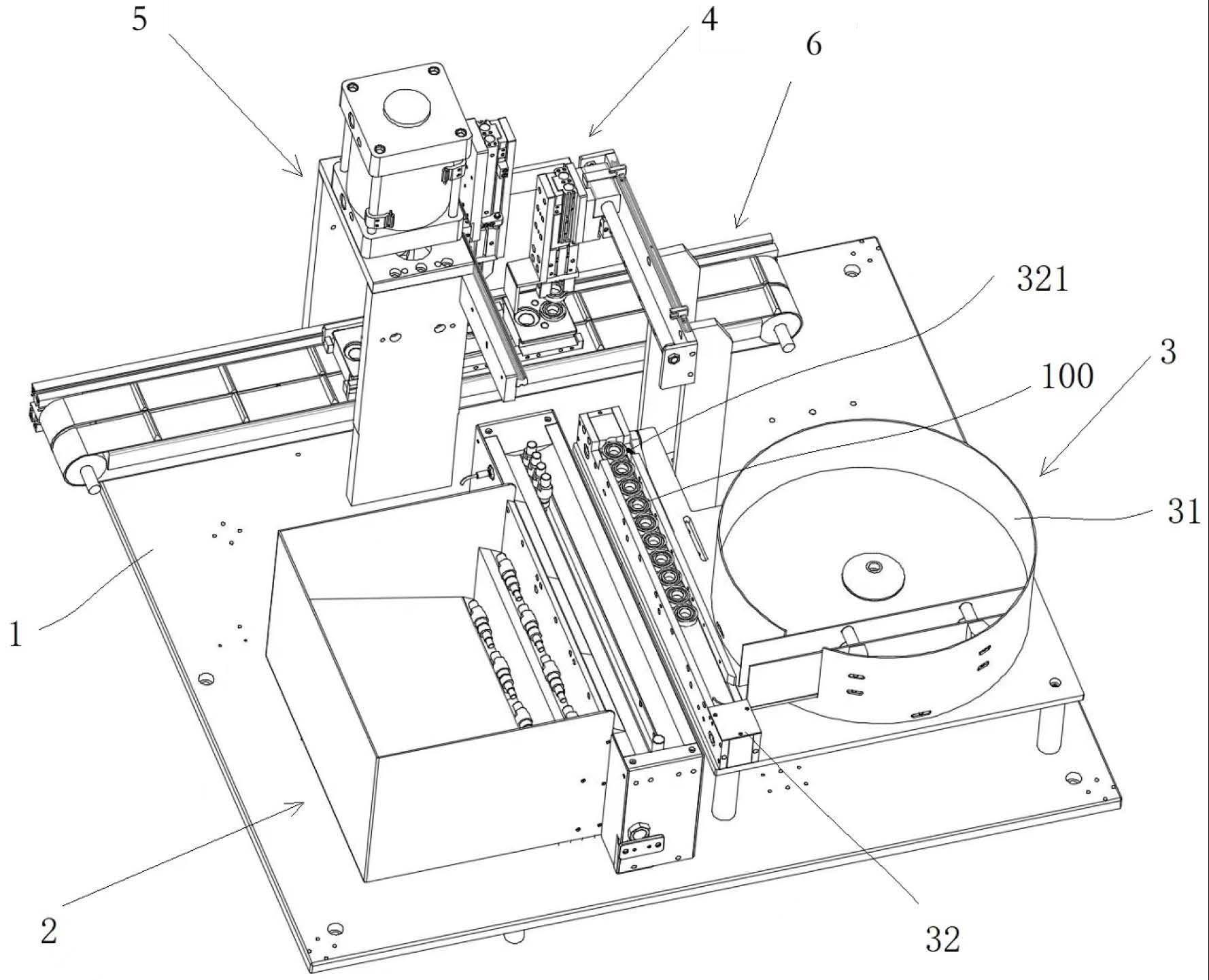
1.一种自动化安装压入装置,其特征在于:包括工作台(1),设置在所述工作台(1)的轴杆上料机构(2)、转动轴上料机构(3)、抓取机构(4)、压紧机构(5)以及输送机构(6);其中所述轴杆上料机构(2)和转动轴上料机构(3)相对设置,所述输送机构(6)位于所述轴杆上料机构(2)和转动轴上料机构(3)输料端部的一侧,所述压紧机构(5)横跨在所述输送机构(6)上,所述抓取机构(4)用于将所述轴杆上料机构(2)输送的轴杆(200)、所述转动轴上料机构(3)输送的转动轴(100)输入到所述输送机构(6)输送的模具(62)中,所述压紧机构(5)用于压紧所述轴杆(200)到所述转动轴(100)中;
2.根据权利要求1所述的一种自动化安装压入装置,其特征在于:所述压紧机构(5)包括压紧支架(51)和设置到所述压紧支架(51)上的压紧气缸(52),所述压紧气缸(52)的驱动端设置有压紧头。
3.根据权利要求2所述的一种自动化安装压入装置,其特征在于:所述压紧支架(51)的侧面还设置有滑轨(54),所述滑轨(54)上滑动连接有滑块(55),所述第二气缸(49)连接到所述滑块(55)上。
4.根据权利要求1所述的一种自动化安装压入装置,其特征在于:所述轴杆上料机构(2)包括轴杆料箱(21),所述轴杆料箱(21)侧面设置有下料板(211),所述工作台(1)底部设置有推料气缸(22),所述推料气缸(22)的驱动端连接有上料板(23),所述上料板(23)紧贴所述下料板(211),所述上料板(23)、下料板(211)上部均设置有斜面;所述轴杆料箱(21)的一侧还连接有放料箱(24),所述放料箱(24)上部设置有一组挡条(25),所述挡条(25)之间形成上料通道,所述挡条(25)上部设置有斜口(251)。
5.根据权利要求4所述的一种自动化安装压入装置,其特征在于:所述放料箱(24)内还设置有滑轨机构(26)和第一直线模组(27),所述第一直线模组(27)驱动端连接有安装片(28),所述安装片(28)上部连接所述滑轨机构(26),所述安装片(28)上设置有拨料杆(29)。
6.根据权利要求1所述的一种自动化安装压入装置,其特征在于:所述转动轴上料机构(3)包括震动上料盘(31)和连接所述震动上料盘(31)的第一输送带(32),所述第一输送带(32)端部的侧框上设置有抓取缺口(321)。
技术总结
本技术属于转动轴组装技术领域,公开了一种自动化安装压入装置,包括工作台,设置在工作台的轴杆上料机构、转动轴上料机构、抓取机构、压紧机构以及输送机构;其中轴杆上料机构和转动轴上料机构相对设置,输送机构位于轴杆上料机构和转动轴上料机构输料端部的一侧,压紧机构横跨在输送机构上,抓取机构用于将轴杆上料机构输送的轴杆、转动轴上料机构输送的转动轴输入到输送机构输送的模具中,压紧机构用于压紧轴杆到转动轴中。本技术利用输送机构带动模具,利用抓取机构先抓取转动轴,然后随输送机构到达抓取机构抓取轴杆工位下方,将轴杆预装至转动轴,然后利用压紧机构实现转动轴和轴杆的压入组装。
技术研发人员:郑亮君
受保护的技术使用者:常州云瑾智能装备有限公司
技术研发日:20230525
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!