一种直角弯头焊接工装的制作方法
本技术涉及弯头加工设备,具体是一种直角弯头焊接工装。
背景技术:
1、在管路系统中,弯头是改变管路方向的管件,按角度分为45°、60°和90°等多种常用弯头,90°弯头又称为直角弯头,其用于管道拐弯处的连接,用来改变管道的方向,由于直角弯头具有良好的综合性能,因此广泛用于卫生食品、乳品、饮料、真空、化工、建筑、给水、排水、石油、轻重工业、冷冻、水暖、消防、电力、航天、造船等基础工程,而且,大部分直角弯头都是通过通过焊接制作而成。
2、现有直角弯头的焊接工装大多是先对两部分进行点焊,然后靠两侧螺钉顶紧工件,由于工件缺乏端面与角度限位进而无法精准定位工件,每次焊接前都需要不断将工件调整与焊接进行调试,耗费不少时间且定位精度不理想,无法达到批量生产的节拍要求。
3、鉴于此,研究一种对点焊后的直角弯头进行精准定位以实现满焊的直角弯头焊接工装是本技术领域人员急需解决的技术问题。
技术实现思路
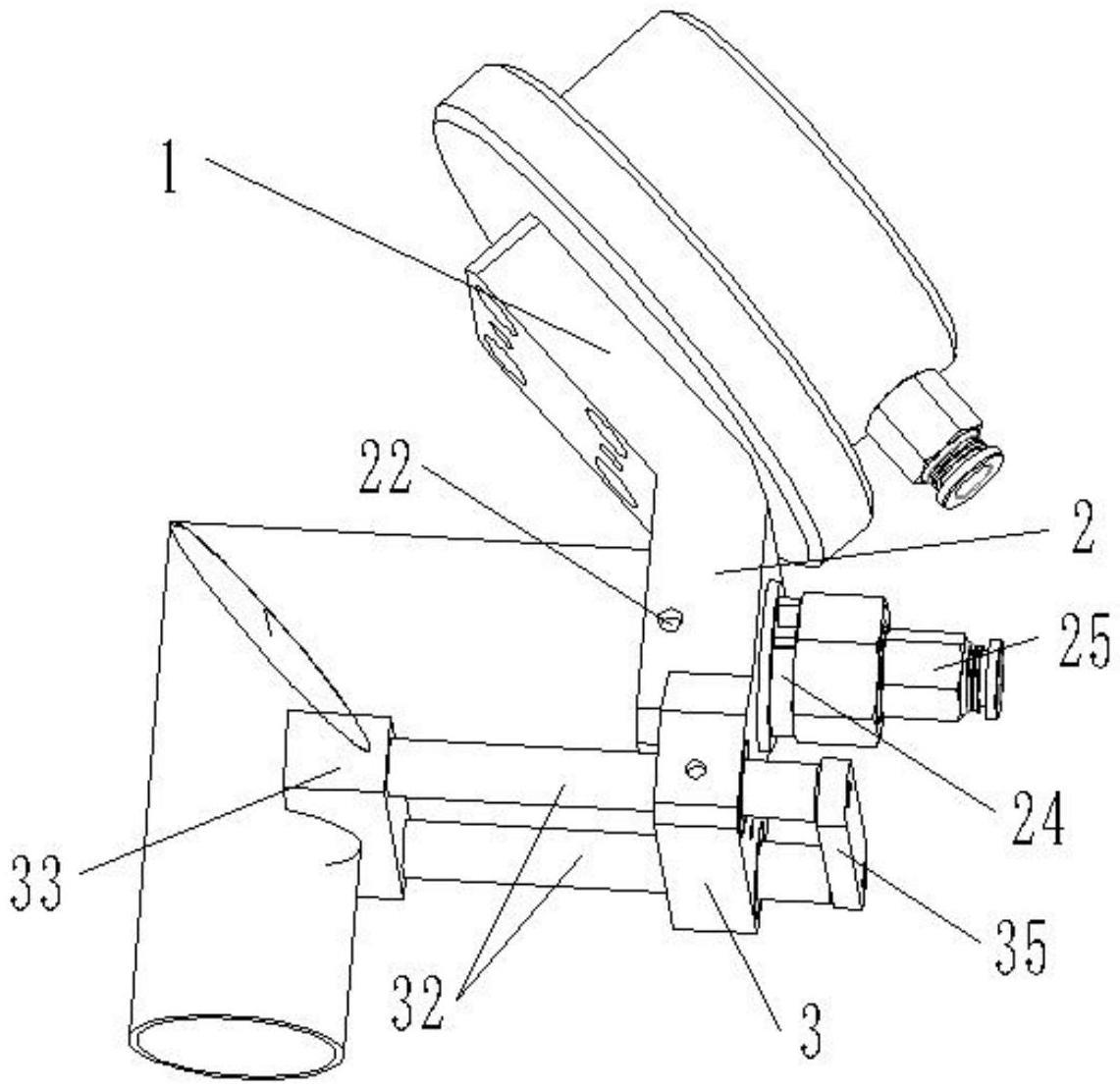
1、为实现上述目的,本实用新型提供一种直角弯头焊接工装,包括呈预设角度倾斜设置且固定连接的第一底板和第二底板,所述第一底板与外部焊接装置连接,第二底板上设有限位槽、限位螺纹孔和调整块,限位槽位于第二底板中部并与直角弯头的一端端部匹配对应,限位螺纹孔内设有用于对限位槽内直角弯头的端部进行限位的锁紧件,调整块固定安装于第二底板远离第一底板的一端端部,调整块上开设有至少两个导向孔,每一个导向孔内均连接有导向杆,导向杆靠近直角弯头的一端端部连接有与直角弯头外圈匹配并用于对直角弯头进行限位的v型块。
2、作为本实用新型进一步的方案,所述v型块为磁性v型块,调整块上设有用于对v型块进行吸附的磁铁。
3、作为本实用新型进一步的方案,所述导向杆远离直角弯头的一端端部连接有调节手柄。
4、作为本实用新型进一步的方案,所述导向孔内设有衬套。
5、作为本实用新型进一步的方案,所述限位槽内开设有与限位槽同心的气路孔,气路孔内设有气路管,气路管的一端与直角弯头连通,气路管的另一端端部连接有与外界气源连通的气嘴。
6、作为本实用新型进一步的方案,所述第一底板上设有固定螺孔,固定螺孔内设有与外部焊接装置连接的固定螺栓。
7、作为本实用新型进一步的方案,所述调整块的中部开设有与磁铁匹配对应的安装槽。
8、作为本实用新型进一步的方案,所述调整块通过螺栓固定在第二底板上。
9、作为本实用新型进一步的方案,所述预设角度为100-160°。
10、作为本实用新型进一步的方案,所述第一底板和第二底板一体成型。
11、与现有技术相比,本实用新型所提供的直角弯头焊接工装,首先将第一底板与第二底板按预设角度固定,并将第一底板与外部焊接装置连接;然后,将待焊接直角弯头的一端插入到限位槽内,同时通过导向杆前端设置的v型块向待焊接直角弯头靠近并抵接以实现待焊接直角弯头另一端的限位;再利用锁紧件穿过限位螺纹孔将插入至限位槽的待焊接直角弯头端部锁紧,从而实现整个待焊接直角弯头的精准定位;最后,控制导向杆沿导向孔向后滑动以避开焊枪焊接区域。该焊接工装能够实现待焊接直角弯头的精准定位,有效保证了直角弯头的焊接合格率,提高了直角弯头的焊接效率。
技术特征:
1.一种直角弯头焊接工装,其特征在于:包括呈预设角度倾斜设置且固定连接的第一底板(1)和第二底板(2),所述第一底板(1)与外部焊接装置连接,第二底板(2)上设有限位槽(21)、限位螺纹孔(22)和调整块(3),限位槽(21)位于第二底板(2)中部并与直角弯头的一端端部匹配对应,限位螺纹孔(22)内设有用于对限位槽(21)内直角弯头的端部进行限位的锁紧件,调整块(3)固定安装于第二底板(2)远离第一底板(1)的一端端部,调整块(3)上开设有至少两个导向孔(31),每一个导向孔(31)内均连接有导向杆(32),导向杆(32)靠近直角弯头的一端端部连接有与直角弯头外圈匹配并用于对直角弯头进行限位的v型块(33)。
2.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述v型块(33)为磁性v型块,调整块(3)上设有用于对v型块(33)进行吸附的磁铁(34)。
3.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述导向杆(32)远离直角弯头的一端端部连接有调节手柄(35)。
4.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述导向孔(31)内设有衬套(36)。
5.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述限位槽(21)内开设有与限位槽(21)同心的气路孔(23),气路孔(23)内设有气路管(24),气路管(24)的一端与直角弯头连通,气路管(24)的另一端端部连接有与外界气源连通的气嘴(25)。
6.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述第一底板(1)上设有固定螺孔(11),固定螺孔(11)内设有与外部焊接装置连接的固定螺栓(12)。
7.根据权利要求2所述的直角弯头焊接工装,其特征在于:所述调整块(3)的中部开设有与磁铁(34)匹配对应的安装槽(37)。
8.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述调整块(3)通过螺栓固定在第二底板(2)上。
9.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述预设角度为100-160°。
10.根据权利要求1所述的直角弯头焊接工装,其特征在于:所述第一底板(1)和第二底板(2)一体成型。
技术总结
本技术具体公开了一种直角弯头焊接工装,包括呈预设角度倾斜设置且固定连接的第一底板和第二底板,所述第一底板与外部焊接装置连接,第二底板上设有限位槽、限位螺纹孔和调整块,限位槽位于第二底板中部并与直角弯头的一端端部匹配对应,限位螺纹孔内设有用于对限位槽内直角弯头的端部进行限位的锁紧件,调整块固定安装于第二底板远离第一底板的一端端部,调整块上开设有导向孔,导向孔内连接有导向杆,导向杆靠近直角弯头的一端端部连接有与直角弯头外圈匹配的V型块。本技术首先将直角弯头插入限位槽,并基于V型块对直角弯头进行限位,再利用限位孔对直角弯头进行定位,实现了直角弯头的精准定位,具有结构简单和焊接效率高的特点。
技术研发人员:杨鑫,黄卫华,刘能炎
受保护的技术使用者:长沙皓欣工业设备有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!