一种焊接叉锻模下模镶块结构的制作方法
本技术涉及焊接叉锻造的领域,具体涉及一种焊接叉锻模下模镶块结构。
背景技术:
1、焊接叉是汽车传动轴中常见的零部件,如图1、2所示,为现有的焊接叉下模锻件结构,该结构包括外圈(1’)和镶嵌在外圈内的镶心(2’),外圈与镶心之间通过固定键(3’)过盈配合。由于锻造是高振动工序,在常期振动力大的环境中,固定键易松动,在使用过程中发生掉落。当固定键脱落后,镶心和外圈无法固定,从而会产生旋转,影响锻件质量。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种焊接叉锻模下模镶块结构,解决锻模外圈和镶心的旋转问题,同时取消固定键。
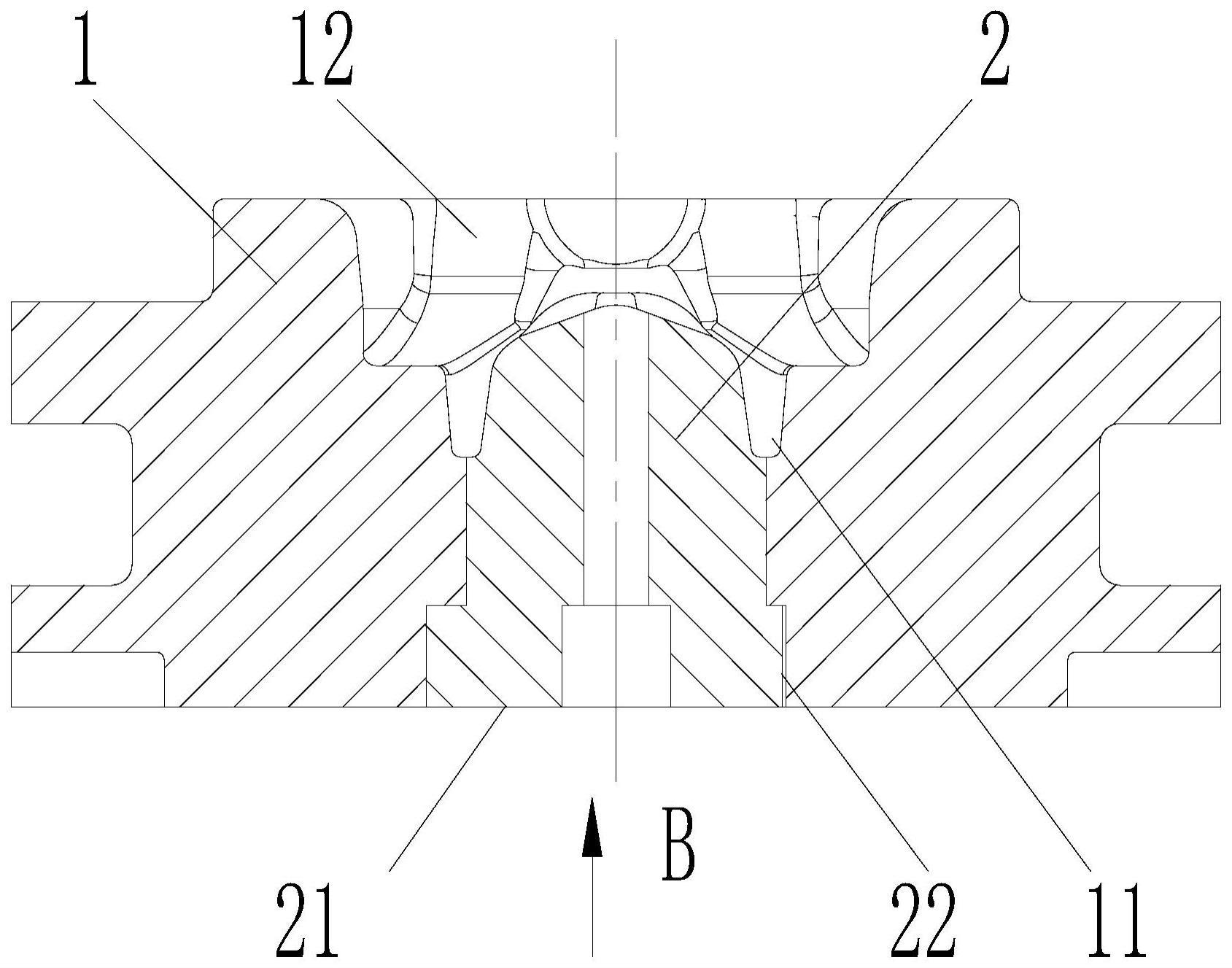
2、本实用新型的目的是通过如下技术方案来完成的:这种焊接叉锻模下模镶块结构,包括外圈和镶心,所述外圈的中心开设一个内孔用于置入镶心,内孔顶部与镶心之间形成用于锻造的模腔,镶心的底平面与内孔的下口过盈配合,底平面采用带缺口的圆形结构,在所述缺口处设置一条直边,内孔的下口与底平面的形状相匹配,使外圈和镶心之间通过底平面上的直边定位,实现防转。
3、作为进一步的技术方案,所述直边的两端与底平面圆心的连线形成的圆心角为60°。
4、作为进一步的技术方案,所述底平面比内孔的下口单边大0.15mm。
5、作为进一步的技术方案,所述外圈采用温度为900~1150℃的红料。
6、本实用新型的有益效果为:
7、1、外圈和镶心之间通过直边进行定位防转,不再借助固定键,不存在固定键松动脱落的问题;
8、2、底平面与内孔的下口过盈配合,且安装时外圈采用温度为900~1150℃的红料,利用热涨原理镶心能很顺利的安装进入外圈;
9、3、直边与底平面所成圆心角为60°(300°),外圈与镶心配合时能够控制x、y方向,直面控制旋转方向。
技术特征:
1.一种焊接叉锻模下模镶块结构,其特征在于:包括外圈(1)和镶心(2),所述外圈(1)的中心开设一个内孔(11)用于置入镶心(2),内孔(11)顶部与镶心(2)之间形成用于锻造的模腔(12),镶心(2)的底平面(21)与内孔(11)的下口过盈配合,底平面(21)采用带缺口的圆形结构,在所述缺口处设置一条直边(22),内孔(11)的下口与底平面(21)的形状相匹配,使外圈(1)和镶心(2)之间通过底平面(21)上的直边(22)定位,实现防转。
2.根据权利要求1所述的焊接叉锻模下模镶块结构,其特征在于:所述直边(22)的两端与底平面(21)圆心的连线形成的圆心角为60°。
3.根据权利要求2所述的焊接叉锻模下模镶块结构,其特征在于:所述底平面(21)比内孔(11)的下口单边大0.15mm。
4.根据权利要求3所述的焊接叉锻模下模镶块结构,其特征在于:所述外圈(1)采用温度为900~1150℃的红料。
技术总结
本技术公开了一种焊接叉锻模下模镶块结构,涉及焊接叉锻造领域,包括外圈和镶心,外圈的中心开设一个内孔用于置入镶心,内孔顶部与镶心之间形成模腔,镶心的底平面与内孔的下口过盈配合,底平面采用带缺口的圆形结构,在缺口处设置一条直边,内孔的下口与底平面的形状相匹配,使外圈和镶心之间通过底平面上的直边定位。本技术在锻模外圈和镶心之间通过直边进行定位防转,不再借助固定键,不存在固定键松动脱落的问题;底平面与内孔的下口过盈配合,且安装时外圈采用温度为900~1150℃的红料,利用热涨原理镶心能顺利进入外圈;直边与底平面所成圆心角为60°,外圈与镶心配合时能够控制X、Y方向,直面控制旋转方向。
技术研发人员:戚利明
受保护的技术使用者:万向钱潮传动轴有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!