电芯壳体顶盖预焊满焊一体化焊接设备的制作方法
本技术涉及电芯焊接,具体地涉及一种电芯壳体顶盖预焊满焊一体化焊接设备。
背景技术:
1、在锂电池的生产制造中,电芯入壳后,需要将电芯壳体和顶盖通过激光焊接工艺连接,达到电芯与外界隔离的作用。当前的常规解决方案是先将壳体和顶盖进行预焊,然后进行满焊,预焊和满焊是分开的两台设备。现有的电芯壳体和顶盖激光焊接工艺存在生产效率低下、重复定位精度低致使废品率高等缺点,另外设备高速运行时易产生共振。
技术实现思路
1、本实用新型的目的是为了提供一种电芯壳体顶盖预焊满焊一体化焊接设备,该一体化焊接设备能降低设备成本,提高产品的合格率。
2、为了实现上述目的,本实用新型实施例提供一种电芯壳体顶盖预焊满焊一体化焊接设备,包括:
3、上料机械手,用于搬运待焊接的电芯壳体;
4、电芯壳体翻转机构,设置于所述上料机械手的后端,用于将所述上料机械手搬运的电芯壳体翻转;
5、第一下料机构,设置于所述电芯壳体翻转机构后端,用于搬运翻转后的电芯壳体;
6、压装机构,设置于所述第一下料机构的后端,用于对所述第一下料机构下料的电芯壳体进行压装,并通过夹具将顶盖与电芯壳体的相对位置进行固定和矫正;
7、转运机械手,设置于所述压装机构的后端,用于搬运所述压装机构固定和定位后的所述电芯壳体和顶盖;
8、焊接夹具,设置于所述转运机械手的后端,用于夹持所述转运机械手搬运的所述电芯壳体和顶盖;
9、切离机构,设置在所述焊接夹具的后端,用于在预焊前调节所述电芯壳体的裸露区域,并且在预焊完成后移开,以进行满焊操作;
10、焊接机构,设置在所述切离机构的上方,与所述切离机构配合,用于执行所述预焊和满焊操作。
11、可选地,所述上料机械手包括:
12、上料夹爪,用于从两侧夹持待焊接的电芯壳体的顶部和底部;
13、上料轨道,设置于所述上料夹爪的上方;
14、上料驱动件,与所述上料轨道滑动连接,且与所述上料夹爪连接,用于带动所述上料夹爪在所述上料轨道上滑动。
15、可选地,所述电芯壳体翻转机构包括:
16、翻转夹爪,用于从两侧夹持所述电芯壳体的顶部和底部;
17、翻转轨道,设置于所述翻转夹爪的下方;
18、翻转驱动件,与所述翻转轨道滑动连接,且与所述翻转夹爪铰接,且所述翻转驱动件和所述翻转夹爪的相对转动角度为90°。
19、可选地,所述第一下料机构包括:
20、下料夹爪,用于从顶部夹持所述电芯壳体;
21、下料轨道,设置于所述下料夹爪的上方;
22、下料驱动件,与所述下料轨道滑动连接,且与所述下料夹爪连接。
23、可选地,所述压装机构包括:
24、搬运轨道,用于夹持和搬运所述电芯壳体;
25、压装机械手,设置于所述搬运轨道的上方,用于将所述顶盖压装至所述电芯壳体的顶部。
26、可选地,所述转运机械手包括:
27、转运夹爪,用于从顶部夹持所述电芯壳体和顶盖;
28、旋转臂,与所述转运夹爪连接,用于将所述转运夹爪从所述旋转臂的一侧旋转至另一侧。
29、可选地,所述焊接夹具包括:
30、电芯壳体平台,用于放置所述电芯壳体;
31、升降支撑件,设置于所述电芯壳体平台的底部,用于支撑所述电芯壳体平台升降;
32、同步带,与所述升降支撑件连接,用于带动所述升降支撑件运动。
33、可选地,所述切离机构包括:
34、预焊夹具,所述预焊夹具上设置有镂空部,所述镂空部用于供所述电芯壳体从所述预焊夹具的下方抬升至所述预焊夹具的上方;
35、预焊轨道,与所述预焊夹具滑动连接,用于带动所述预焊夹具运动。
36、可选地,所述焊接机构包括:
37、激光器,设置于所述切离机构的上方;
38、焊接固定臂,与所述激光器连接,用于固定所述激光器。
39、可选地,所述一体化焊接设备包括:
40、上定位机构,设置于所述焊接机构的后端,用于将焊接完成的所述电芯壳体从所述焊接夹具上取出;
41、缓存机构,设置于所述上定位机构的后端,用于缓存焊接完成的所述电芯壳体;
42、第二下料机构,设置于所述缓存机构的后端,用于下料缓存的所述电芯壳体;
43、转运输送带,设置于所述第二下料机构的后端,用于将下料后的所述电芯壳体转运出。
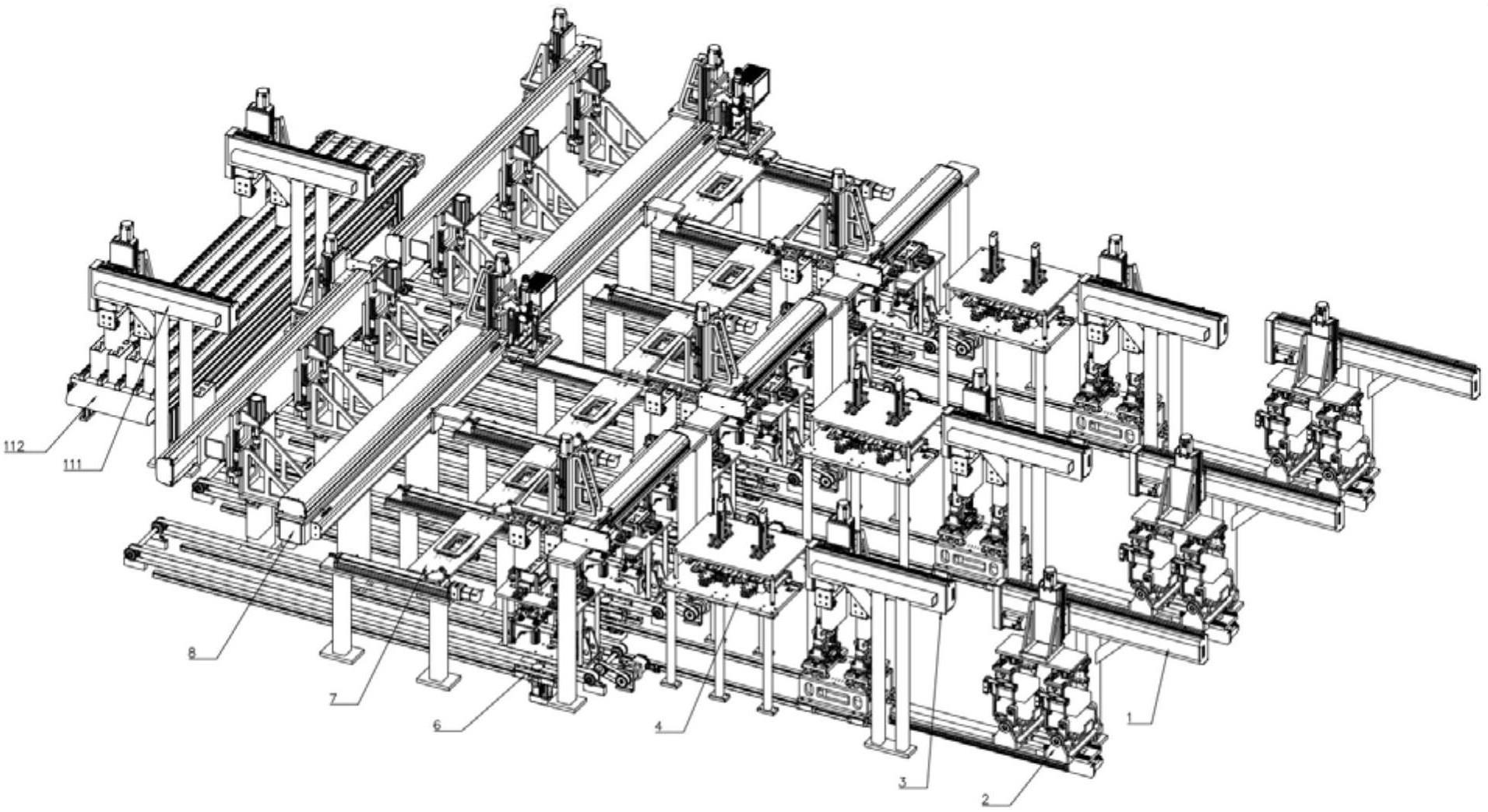
44、通过上述技术方案,本实用新型提供一种电芯壳体顶盖预焊满焊一体化焊接设备,通过上料机械手搬运待焊接的电芯壳体,在上料机械手的后端设置有电芯壳体翻转机构,用于将上料机械手搬运的电芯壳体翻转,在电芯壳体翻转机构的后端设置有第一下料机构,用于搬运翻转后的电芯壳体,在第一下料机构的后端设置有压装机构,用于对第一下料机构下料的电芯壳体进行压装,并通过夹具将顶盖与电芯壳体的相对位置进行固定和矫正,在压装机构的后端设置有转运机械手,用于搬运压装机构固定和定位后的电芯壳体和顶盖,在转运机械手的后端设置有焊接夹具,用于夹持转运机械手搬运的电芯壳体和顶盖,在焊接夹具的后端设置有切离机构,用于在预焊前调节电芯壳体的裸露区域,并且在预焊完成后移开,以进行满焊操作,在切离机构的上方设置有焊接机构,与切离机构配合,用于执行预焊和满焊操作。该电芯壳体顶盖预焊满焊一体化焊接设备通过将预焊和满焊机构集成为一体,相较于现有技术中的分体焊接而言,能够降低设备成本,提高产品的合格率。
技术特征:
1.一种电芯壳体顶盖预焊满焊一体化焊接设备,其特征在于,所述一体化焊接设备包括:
2.根据权利要求1所述的一体化焊接设备,其特征在于,所述上料机械手包括:
3.根据权利要求1所述的一体化焊接设备,其特征在于,所述电芯壳体翻转机构包括:
4.根据权利要求1所述的一体化焊接设备,其特征在于,所述第一下料机构包括:
5.根据权利要求1所述的一体化焊接设备,其特征在于,所述压装机构包括:
6.根据权利要求1所述的一体化焊接设备,其特征在于,所述转运机械手包括:
7.根据权利要求1所述的一体化焊接设备,其特征在于,所述焊接夹具包括:
8.根据权利要求1所述的一体化焊接设备,其特征在于,所述切离机构包括:
9.根据权利要求1所述的一体化焊接设备,其特征在于,所述焊接机构包括:
10.根据权利要求1所述的一体化焊接设备,其特征在于,所述一体化焊接设备包括:
技术总结
本技术实施例提供一种电芯壳体顶盖预焊满焊一体化焊接设备,属于电芯焊接技术领域。所述一体化焊接设备包括:上料机械手;第一下料机构;压装机构,设置于所述第一下料机构的后端,用于对所述第一下料机构下料的电芯壳体进行压装,并通过夹具将顶盖与电芯壳体的相对位置进行固定和矫正;转运机械手;切离机构,设置在所述焊接夹具的后端,用于在预焊前调节所述电芯壳体的裸露区域,并且在预焊完成后移开,以进行满焊操作;焊接机构,设置在所述切离机构的上方,与所述切离机构配合,用于执行所述预焊和满焊操作。该电芯壳体顶盖预焊满焊一体化焊接设备通过将预焊和满焊机构集成为一体能降低设备成本,提高产品的合格率。
技术研发人员:林巨广,朱永昌,洪旭民
受保护的技术使用者:安徽巨一科技股份有限公司
技术研发日:20230524
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!