一种凸焊定位快速换型工装的制作方法
本技术涉及焊接工装,尤其是一种凸焊定位快速换型工装。
背景技术:
1、在油管支架与减震器外管焊接的过程中,经常存在工装夹具定位不稳,导致油管支架凸焊强度不够,从而导致油管支架有脱落的风险,而油管支架的焊接强度将直接影响到减振器的质量及装车的使用。
2、在生产中,焊接油管支架的产品和对应的工装种类繁,数量多,生产线换型频繁、耗时,换型效率低,问题多,当工装夹具出现问题时,不能进行快速维修更换。且现有凸焊工装的设计上,体型仍然较大,存在制作原材料的浪费,针对上述缺陷,提出了本申请。
技术实现思路
1、本实用新型的目的是提供一种凸焊定位快速换型工装,在保证凸焊工装焊接质量的同时,提高换型效率,减少材料消耗,降低生产成本。
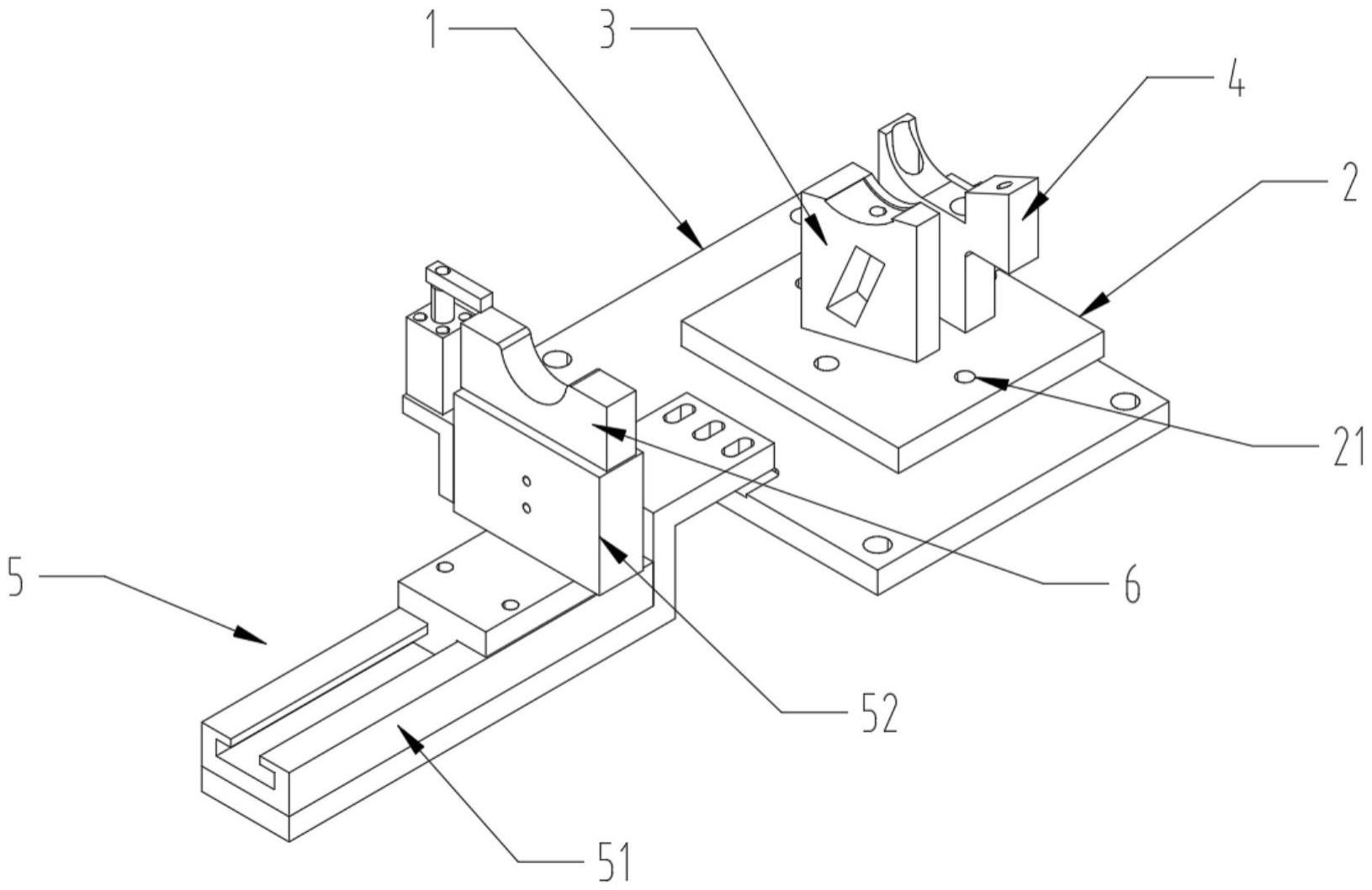
2、为解决上述问题,本实用新型提供一种凸焊定位快速换型工装,包括支撑部、位置调节组件、总底板、凸焊工装底板、凸焊工装电极和凸焊工装支撑座,所述支撑部与所述位置调节组件连接,所述位置调节组件用于调整所述支撑部与所述凸焊工装支撑座之间间距,所述凸焊工装底板可拆卸的安装在所述总底板上,所述凸焊工装电极和凸焊工装支撑座安装在所述凸焊工装底板上。
3、根据本实用新型一实施例,所述位置调节组件包括伸缩组件,所述支撑部与所述伸缩组件连接。
4、根据本实用新型一实施例,所述位置调节组件还包括安装座,所述支撑部可拆卸的安装在所述安装座上。
5、根据本实用新型一实施例,所述安装座与所述支撑部之间通过插销结构连接,所述插销结构包括锁销和销孔。
6、根据本实用新型一实施例,所述锁销设置在所述支撑部上,所述销孔设置在所述安装座上。
7、根据本实用新型一实施例,所述锁销设置在所述安装座上,所述销孔设置在所述支撑部上。
8、根据本实用新型一实施例,所述凸焊工装底板与所述总底板之间通过定位销和定位孔配合安装。
9、根据本实用新型一实施例,所述位置调节组件连接在所述总底板上。
10、根据本实用新型一实施例,所述安装座上设置有压紧组件,所述压紧组件用于下压所述支撑部。
11、根据本实用新型一实施例,所述压紧组件包括位置调整主动件和压紧部。
12、本实用新型的有益效果是,本方案中的凸焊工装总成具有体积小,重量轻,降低了制作成本和材料消耗的效果。当产品换型的时候,只需要更换对应的凸焊工装总成与支撑部,调整支撑部位置,就可以完成换型。因总底板固定在设备上,换型时不再调整角度,调试步骤减少,提高了换型效率。模块标准化后,各部件通用性大大提高,减少维修时间。
技术特征:
1.一种凸焊定位快速换型工装,其特征在于:包括支撑部(6)、位置调节组件(5)、总底板(1)、凸焊工装底板(2)、凸焊工装电极(3)和凸焊工装支撑座(4),所述支撑部(6)与所述位置调节组件(5)连接,所述位置调节组件(5)用于调整所述支撑部(6)与所述凸焊工装支撑座(4)之间间距,所述凸焊工装底板(2)可拆卸的安装在所述总底板(1)上,所述凸焊工装电极(3)和凸焊工装支撑座(4)安装在所述凸焊工装底板(2)上。
2.根据权利要求1所述的一种凸焊定位快速换型工装,其特征在于:所述位置调节组件(5)包括伸缩组件(51),所述支撑部(6)与所述伸缩组件(51)连接。
3.根据权利要求2所述的一种凸焊定位快速换型工装,其特征在于:所述位置调节组件(5)还包括安装座(52),所述支撑部(6)可拆卸的安装在所述安装座(52)上。
4.根据权利要求3所述的一种凸焊定位快速换型工装,其特征在于:所述安装座(52)与所述支撑部(6)之间通过插销结构连接,所述插销结构包括锁销(71)和销孔(72)。
5.根据权利要求4所述的一种凸焊定位快速换型工装,其特征在于:所述锁销(71)设置在所述支撑部(6)上,所述销孔(72)设置在所述安装座(52)上。
6.根据权利要求4所述的一种凸焊定位快速换型工装,其特征在于:所述锁销(71)设置在所述安装座(52)上,所述销孔(72)设置在所述支撑部(6)上。
7.根据权利要求1-6中任意一项所述的一种凸焊定位快速换型工装,其特征在于:所述凸焊工装底板(2)与所述总底板(1)之间通过定位销和定位孔配合安装。
8.根据权利要求7所述的一种凸焊定位快速换型工装,其特征在于:所述位置调节组件(5)连接在所述总底板(1)上。
9.根据权利要求3-6中任意一项所述的一种凸焊定位快速换型工装,其特征在于:所述安装座(52)上设置有压紧组件,所述压紧组件用于下压所述支撑部(6)。
10.根据权利要求9中所述的一种凸焊定位快速换型工装,其特征在于:所述压紧组件包括位置调整主动件(81)和压紧部(82)。
技术总结
本技术提供一种凸焊定位快速换型工装,涉及焊接工装技术领域,包括支撑部、位置调节组件、总底板、凸焊工装底板、凸焊工装电极和凸焊工装支撑座,支撑部与位置调节组件连接,位置调节组件用于调整支撑部与凸焊工装支撑座之间间距,凸焊工装底板可拆卸的安装在总底板上,凸焊工装电极和凸焊工装支撑座安装在凸焊工装底板上。当产品换型的时候,只需要更换对应的凸焊工装总成与支撑部,调整支撑部位置,就可以完成换型。因总底板固定在设备上,换型时不再调整角度,调试步骤减少,提高了换型效率。模块标准化后,各部件通用性大大提高,减少维修时间。
技术研发人员:汪鑫,潘晨威,王栋栋,刘涛,杨高
受保护的技术使用者:浙江正裕工业股份有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!