电池模组焊接工装的制作方法
本申请涉及新能源,特别是涉及一种电池模组焊接工装。
背景技术:
1、随着新能源市场的发展,电池的需求日益扩张。电池在制造过程中需要将电芯组装成模组,然后将多个模组和电池管理系统(bms)、热管理系统集成到一起形成电池包。在电芯组装成电池模组的过程中,需要将汇流排等部件通过焊接的方式与电芯的电极极柱连接在一起,将多个电芯串联或并联起来组成电池模组的正极和负极。
2、相关技术中,通过焊接工装中的压头对汇流排和电芯极柱施加一定的压力,从而将汇流排和电芯极柱压紧贴实。电池焊接通常采用电焊或者激光焊接,使用激光焊接时,针对不同型号规格大小的电芯需要对应的焊接工装将汇流排压合在电极极柱上,以此保证焊接效果。
3、然而,上述焊接工装只能焊接同一种类型或者同一种结构的电池模组,不能适应多种尺寸的电池模组,导致每一款不同的电池模组需要单独配备一套焊接工装进行焊接,极大地增加了生产成本,且使用时需要更换不同的焊接工装,操作繁琐。因此,如何提高焊接工装的焊接通用性是本领域技术人员急需解决的问题。
技术实现思路
1、基于此,有必要针对电池模组焊接工装通用性不高,导致生产成本增加的问题,提供一种电池模组焊接工装。
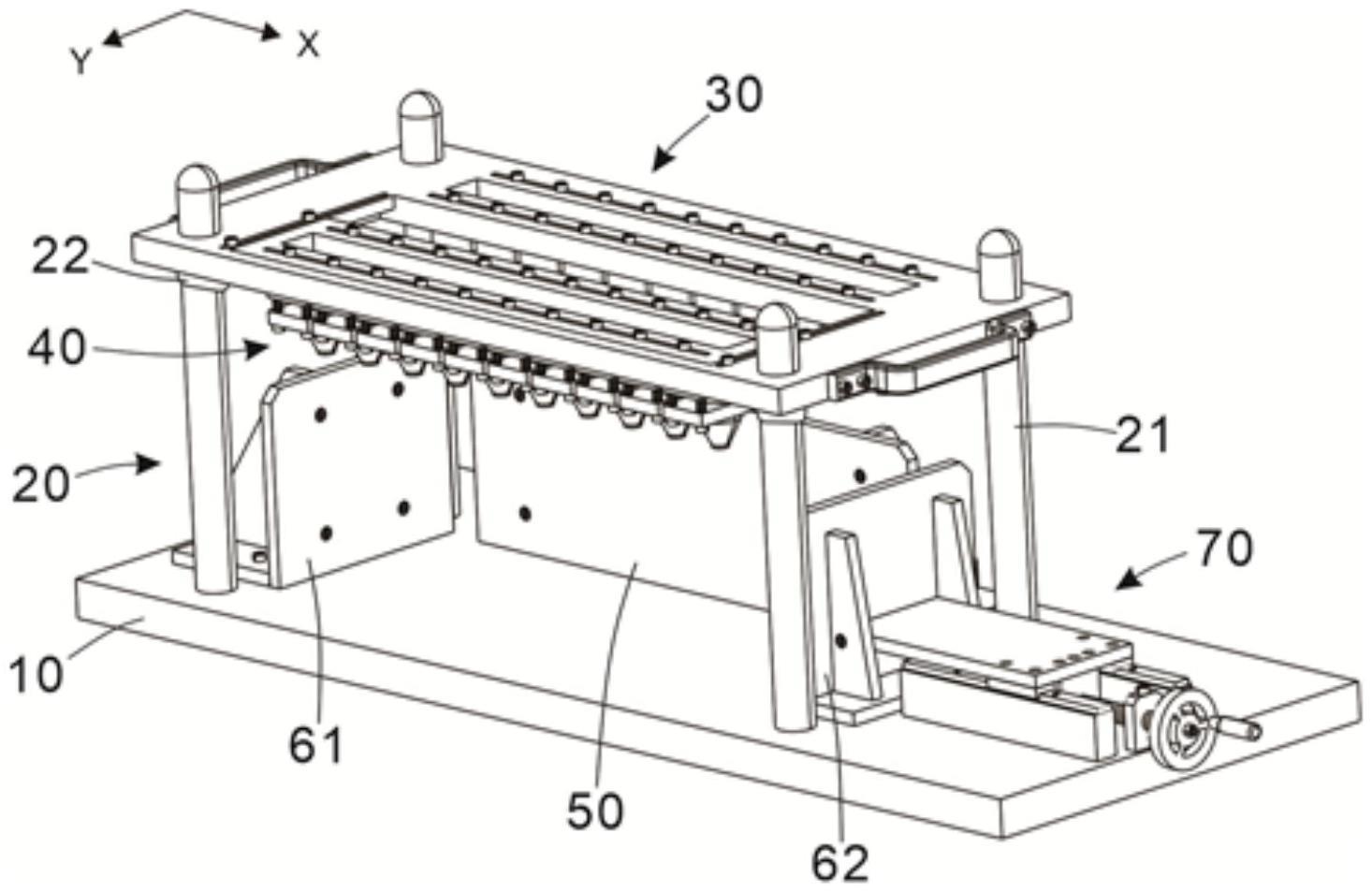
2、本申请提供一种电池模组焊接工装,其包括支撑组件、调节组件和压头组件,调节组件包括第一调节单元和与第一调节单元固定连接的第二调节单元,第一调节单元、第二调节单元均与支撑组件连接,第一调节单元沿第一方向延伸设置,第二调节单元沿第二方向延伸设置;压头组件设置有两组,每组压头组件包括第一移动件和与第一移动件连接的压头,两组第一移动件分别与第一调节单元、第二调节单元连接,一组移动件能够沿第一方向移动,另一组第一移动件能够沿第二方向移动,压头设置有通孔,通孔用于供激光穿过。
3、在其中一个实施例中,调节组件还包括第三调节单元,第三调节单元沿第一方向延伸设置,第三调节单元连接于第二调节单元与第一移动件之间,使得所述第一移动件能够沿所述第一方向和所述第二方向移动。
4、在其中一个实施例中,第三调节单元设置有第二移动件,第三调节单元借助第二移动件与第二调节单元可移动地连接。
5、在其中一个实施例中,第一调节单元、第二调节单元、第三调节单元中的一个为目标调节单元,目标调节单元包括调节板,调节板设置有调节孔和操作孔,调节孔与操作孔间隔设置,调节孔与第一移动件连接,操作孔与通孔在通孔所在平面上的正投影具有重叠区域。
6、在其中一个实施例中,压头组件还包括第一安装件、第二安装件和连接件,第一安装件借助连接件与第二安装件连接,第一安装件用于安装压头,连接件用于使第一安装件相对于第二安装件可移动,第二安装件与移动部连接,第二安装件设置有通道,压头的至少部分能够在通道中移动。
7、在其中一个实施例中,连接件包括滑杆部和与滑杆部连接的螺纹部,滑杆部与第一安装件连接,螺纹部与第二安装件连接。
8、在其中一个实施例中,压头组件还包括弹性件,弹性件设置于第一安装件和第二安装件之间,弹性件套设于连接件,弹性件用于释放弹力以将压头压至待焊接物。
9、在其中一个实施例中,焊接工装还包括底座和定位件,底座与支撑组件连接,定位件与底座连接,定位件能够相对于底座移动。
10、在其中一个实施例中,焊接工装还包括固定件和紧固件,固定件与底座连接,紧固件与底座连接,紧固件能够相对于底座朝向固定件移动。
11、在其中一个实施例中,调节组件与支撑组件可移动的连接,支撑组件设置有锁定件,锁定件可沿支撑组件的轴向移动,锁定件用于锁定调节组件。
12、本申请提供的电池模组焊接工装,能够根据不同的电芯尺寸对压头进行位置调节:第一组压头能够在第一调节单元中沿第一方向移动,通过对第一调节单元上相邻的两个压头进行调节,能够适配不同厚度的电芯模组;第二组压头能够在第二调节单元中沿第二方向移动,通过对第二调节单元上的压头进行调节,能够适配不同间距的电芯极柱。该焊接工装操作简便,只需将压头调节至与电芯极柱位置对应时即可进行焊接,能够满足不同电芯尺寸的焊接要求,极大地降低了生产成本。
技术特征:
1.一种电池模组焊接工装,其特征在于,包括:
2.根据权利要求1所述的电池模组焊接工装,其特征在于,所述调节组件还包括第三调节单元,所述第三调节单元沿所述第一方向延伸设置,所述第三调节单元连接于所述第二调节单元与所述第一移动件之间,使得所述第一移动件能够沿所述第一方向和所述第二方向移动。
3.根据权利要求2所述的电池模组焊接工装,其特征在于,所述第三调节单元设置有第二移动件,所述第三调节单元借助所述第二移动件与所述第二调节单元可移动地连接。
4.根据权利要求2所述的电池模组焊接工装,其特征在于,所述第一调节单元、所述第二调节单元、所述第三调节单元中的一个为目标调节单元,所述目标调节单元包括调节板,所述调节板设置有调节孔和操作孔,所述调节孔与所述操作孔间隔设置,所述调节孔与所述第一移动件连接,所述操作孔与所述通孔在所述通孔所在平面上的正投影具有重叠区域。
5.根据权利要求1所述的电池模组焊接工装,其特征在于,所述压头组件还包括第一安装件、第二安装件和连接件,所述第一安装件借助所述连接件与所述第二安装件连接,所述第一安装件用于安装所述压头,所述连接件用于使所述第一安装件能够相对于所述第二安装件移动,所述第二安装件与所述移动部连接,所述第二安装件设置有通道,所述压头的至少部分能够在所述通道中移动。
6.根据权利要求5所述的电池模组焊接工装,其特征在于,所述连接件包括滑杆部和与所述滑杆部连接的螺纹部,所述滑杆部与所述第一安装件连接,所述螺纹部与所述第二安装件连接。
7.根据权利要求5所述的电池模组焊接工装,其特征在于,所述压头组件还包括弹性件,所述弹性件设置于所述第一安装件和所述第二安装件之间,所述弹性件套设于所述连接件,所述弹性件用于释放弹力以将所述压头压至待焊接物。
8.根据权利要求1所述的电池模组焊接工装,其特征在于,所述焊接工装还包括底座和定位件,所述底座与所述支撑组件连接,所述定位件与所述底座连接,所述定位件能够相对于所述底座移动。
9.根据权利要求8所述的电池模组焊接工装,其特征在于,所述焊接工装还包括固定件和紧固件,所述固定件与所述底座连接,所述紧固件与所述底座连接,所述紧固件能够相对于所述底座朝向所述固定件移动。
10.根据权利要求1所述的电池模组焊接工装,其特征在于,所述调节组件与所述支撑组件可移动的连接,所述支撑组件设置有锁定件,所述锁定件可沿所述支撑组件的轴向移动,所述锁定件用于锁定所述调节组件。
技术总结
本申请涉及一种电池模组焊接工装,其包括支撑组件、调节组件和压头组件,调节组件包括与支撑组件连接的第一调节单元和第二调节单元,第一条调节单元与第二调节单元连接,第一调节单元沿第一方向延伸设置,第二调节单元沿第二方向延伸设置;压头组件包括第一移动件和与第一移动件连接的压头,压头设置有通孔,通孔用于供激光穿过。通过对第一调节单元上相邻的两个压头进行调节,能够适配不同厚度的电芯模组;通过在第二调节单元上的压头进行调节,能够适配不同间距的电芯极柱,通用性强。
技术研发人员:刘局,高伟,冯玉川,李峥,何泓材
受保护的技术使用者:清陶(北京)能源科技有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!