一种耐用性成型刀具的制作方法
本技术属于刀具制造,尤其涉及一种耐用性成型刀具。
背景技术:
1、成型刀具一般是安装在钻孔设备上,通过钻孔设备带动其转动并且向下移动从而在工件上钻孔进行造型,但是,现有成型刀具的刀头端部一般都是平面结构,依靠刀头端部在工件钻孔处不断摩擦使该处材料逐渐变薄而形成开孔,由于刀头端部为平面结构钻孔时与工件之间的摩擦力较大或者工件表面不平整导致钻孔过程中刀具与工件发生偏位,钻出的开孔与刀具不同心,开孔的同心度较差,并且依靠水平结构与工件表面进行摩擦钻孔,阻力较大,会导致刀头严重磨损,需要频繁更换成型刀具导致制造成本高。
技术实现思路
1、(一)实用新型目的
2、为了克服以上不足,本实用新型的目的在于提供一种耐用性成型刀具,以解决现有的成型刀具钻孔时工件与刀具之间容易发生偏位导致钻出的开孔与刀具不同心,同心度较差,并且刀具端部为水平结构钻孔时磨损严重,需要频繁更换成型刀具导致制造成本高的技术问题。
3、(二)技术方案
4、为实现上述目的,本申请提供的技术方案如下:
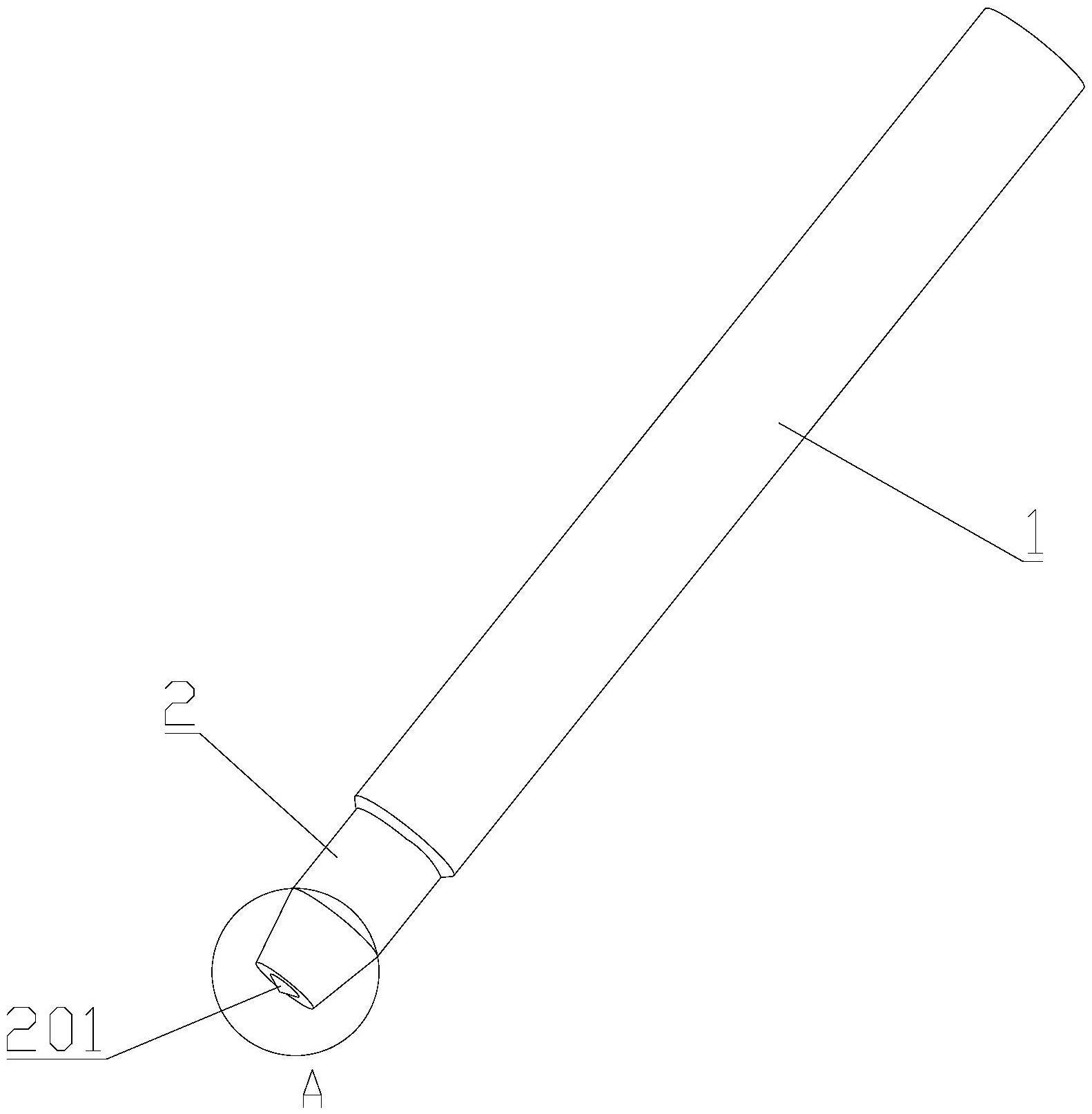
5、一种耐用性成型刀具,包括:刀身以及与刀身一体连接的刀头,其中,刀头的端部四周为水平结构并且中部向外凸出形成一锥形结构;
6、本申请通过将刀头端部设置成四周为水平结构并且中部向外凸起的锥形结构,当钻孔设备带动刀具在工件表面钻孔时,锥形结构会先在工件表面钻出一个定位孔进行定位,然后整个刀具可以以定位孔为轴心竖直向下移动,最终在工件表面钻出一个标准的与刀具同心的开孔,锥形结构在钻孔过程中主要起到定位以及引导整个刀具竖直向下移动的作用,可以避免由于工件与刀具之间发生偏位导致钻出的开孔与刀具不同心,另外由于刀头端部整体为向外凸出的形状,端部受力面积更小,压强更大,钻孔过程中可以集中给工件表面施加一个向下的作用力,更容易钻孔,并且受力面积更小阻力也更小,可以减少钻孔过程中的阻力,相比于现有的需要依靠刀头端部水平面与工件表面进行摩擦钻孔,本申请可以降低刀头的磨损度,延长刀具的使用寿命。
7、在一些实施例中,锥形结构的夹角为132度,将锥形结构的夹角限定在132度,有利于开出合适大小的定位孔对刀具进行定位以及引导,提高刀具向下移动的稳定性,另外,夹角为132度的锥形结构的其与刀头端部的连接面积增大,可以提升锥形结构的结构强度,避免锥形结构容易折断。
8、在一些实施例中,锥形结构顶点到水平结构之间的垂直距离为0.6mm;
9、通过优化锥形结构的凸出长度,保证其能够在工件表面钻出预定深度的定位孔,稳定引导刀具向下移动,另外,可以避免锥形结构向外凸出的长度过长容易被折断。
10、在一些实施例中,刀头与刀身之间的连接处形成一倒角,其中,该倒角相对的两侧面之间形成的夹角为90度;
11、将刀头与刀身之间连接处的倒角夹角优化成90度,这样钻孔时钻孔设备施加的作用力通过刀身可以集中传导到刀头的中部位置,有利于增强锥形结构钻孔时对工件施加的压力,并且可以保证刀头与刀身的连接强度,避免由于倒角的夹角过小刀头与刀身之间容易折断。
技术特征:
1.一种耐用性成型刀具,其特征在于,包括:刀身(1)以及与刀身(1)一体连接的刀头(2),其中,所述刀头(2)的端部四周为水平结构(202)并且中部向外凸出形成一锥形结构(201);
2.根据权利要求1所述的耐用性成型刀具,其特征在于,所述锥形结构(201)的夹角为132度。
3.根据权利要求1或2所述的耐用性成型刀具,其特征在于,所述锥形结构(201)顶点到水平结构(202)之间的垂直距离为0.6mm。
技术总结
本申请公开了一种耐用性成型刀具,通过将刀头端部设置成四周为水平结构并且中部向外凸起的锥形结构,当钻孔设备带动刀具在工件表面钻孔时,锥形结构会先在工件表面钻出一个定位孔进行定位,然后整个刀具可以沿着该定孔方向竖直向下移动,最终在工件表面钻出一个标准的与刀具同心的开孔,锥形结构在钻孔过程中主要起到定位以及引导整个刀具向下移动的作用,保证刀具与钻出的开孔的同心度,另外由于刀头端部整体为向外凸出的形状,钻孔时可以给工件钻孔处施加一个向下的压力,迫使工件钻孔处容易穿破,相比于现有的需要依靠刀头端部水平结构与工件表面进行摩擦钻孔,本申请可以降低刀头的磨损度,延长刀具的使用寿命。
技术研发人员:吴昆霖
受保护的技术使用者:荃胜精密机械工业(中山)有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!