前后制动杠杆钻孔工装的制作方法
本技术涉及钻孔工装设备,具体涉及前后制动杠杆钻孔工装。
背景技术:
1、前后制动杠杆是铁路车辆上用以制动缸力量放大传递给转向架的部件,其分布在制动缸前后,因此叫前、后制动杠杆。而现在随着经济的不断发展,对制动杠杆的需求量也逐渐增加,导致现在制动杠杆的生产效率无法满足需求。同时,随着现在智能制造和小批量生产的发展需求,要想提高对制动杠杆的生产效率,就需要提升工装的生产效率。但现在由于多型号,小批量的生产模式,对工装的设计成为一大难题,导致其成本高、耗时长,还无法做到一次性加工多个工件的效果,导致生产效率一直提升不了。
2、同时,现有的工装设备只能将前、后制动杠杆分开钻孔生产,需要在不同设备上进行相同的机加操作,导致增加劳动力,还会出现劳动量的重复,影响生产效率的同时增加生产成本。并且在加工过程中,现有的工装设备对工件内孔无法做到精准定位,导致工件加工精度低。
3、因此,为了提高制动杠杆的生产效率,实现一次性加工多个工件,保证工件加工精度,现在需要提供前后制动杠杆钻孔工装。
技术实现思路
1、本实用新型意在提供一种前后制动杠杆钻孔工装,提高制动杠杆生产效率,满足一次性同时加工两种产品的需求。
2、为达到上述目的,本实用新型采用如下技术方案:
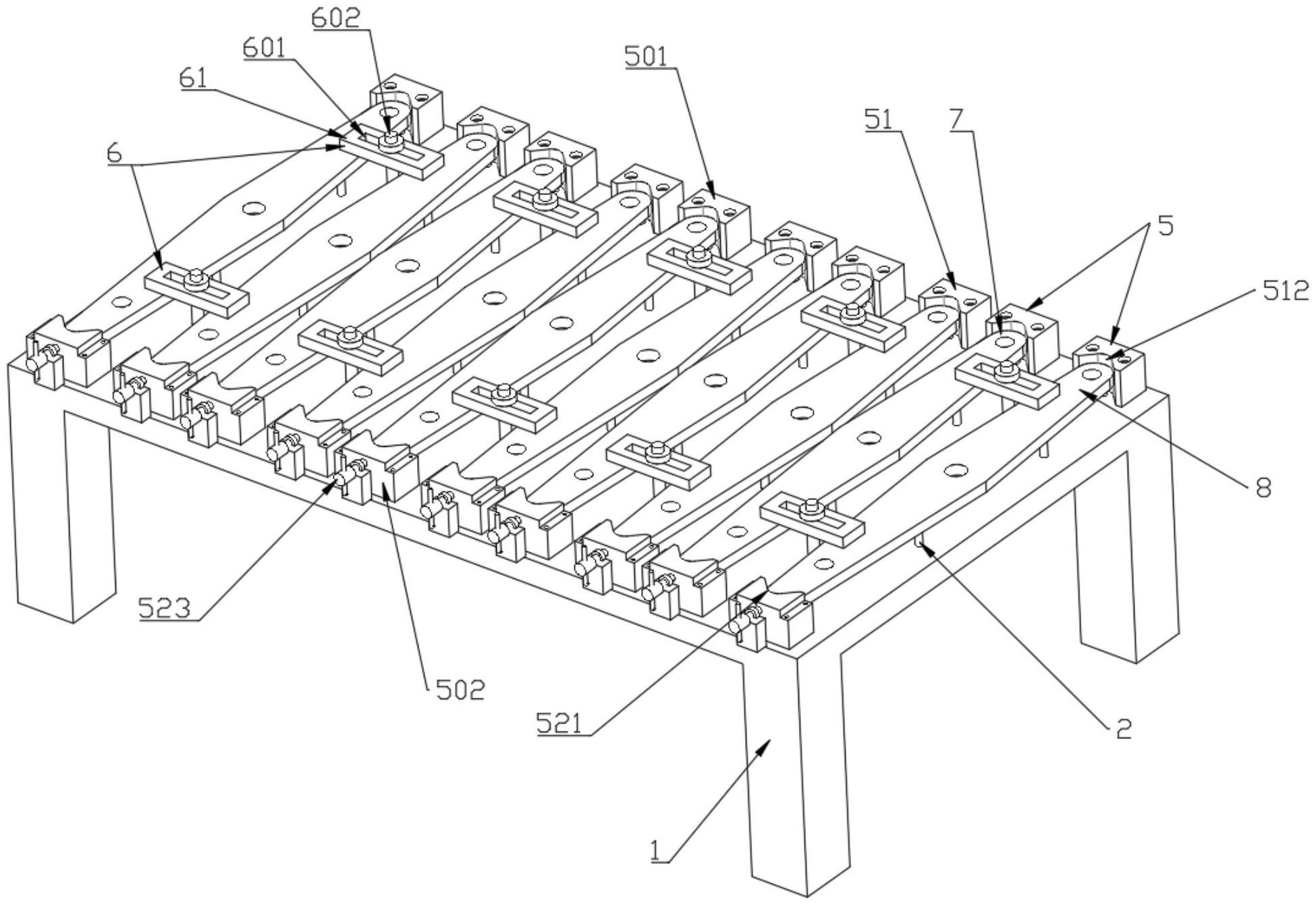
3、本实用新型主要用于提高制动杠杆钻孔效率,满足一次性加工多件工件的需求,提高加工精度,具体为提供一种前后制动杠杆钻孔工装,包括设于车床上的工作台,工作台上设有多个定位点;所述工作台上并排设有多组定位机构和多根限位柱,限位柱设于定位机构之间;定位机构包括两个并排设置的定位组件,定位组件包括相对设于所述工作台两侧的固定块和调节块;所述定位点设于固定块和调节块之间;固定块一侧设有用于放置制动杠杆的第一v型槽;所述调节块一侧设有用于放置制动杠杆的第二v型槽;所述第一v型槽与所述第二v型槽相对设置;所述调节块底部设有滑动块,所述工作台上设有滑动槽,所述滑动块设于所述滑动槽内;所述工作台上并排设有多组用于压紧制动杠杆的压紧组件,每组压紧组件设于两对定位组件之间。
4、本方案的原理及优点是:
5、实际应用时,将工件直接放置于第一v型槽和第二v型槽上,并通过调节块对工件两端进行固定,通过可调节的调节块满足对多种型号的工件装夹需求,进而满足可同时装夹前、后制动杠杆的需求,达到可合并作业,减少重复操作的效果,进而降低劳动强度,提高加工效率。然后再通过夹紧组件对工件进一步固定,保证工件在加工过程中的稳定性。同时在钻孔时通过工作台上的定位点对工件的孔位进行精准定位,只需要进行一次设置即可快速完成多件工件的钻孔作业,并且保证工件加工的精准度,减少批量件的误差,同时可提高作业效率,提高设备利用率。
6、进一步的,所述定位机构为4-6组,相邻定位机构之间距离为25-30mm。一组定位机构用于装夹前、后制动杠杆,而前、后制动杠杆孔位会有所不同,为保证钻孔作业的精准度,避免出错,每组定位机构之间设置同等的距离,更便于钻孔作业,避免作业数据混乱。
7、进一步的,每组定位机构中的两个定位组件之间距离为50-60mm。以保证能够将前、后制动杠杆都装夹上进行作业,同时又保证尽可能多的装夹工件,做到设备利用率最大化,满足一次性可加工多件工件的需求。
8、进一步的,所述压紧组件为4-6组,压紧组件包括两块相对设置的压板,一组压紧组件内的两块压板之间距离为310-330mm。通过两块压板能够很好的将工件两端进行固定,同时压板之间的距离也能保证不会对工件加工造成影响,避免影响工件钻孔作业。
9、进一步的,在压板中心设有通孔槽,通孔槽内设有连接杆,连接杆设于所述工作台上。通过连接杆将压板灵活设在底座上,便于对压板进行调节和固定,保证压板的稳定性,同时又能够满足对多种工件的固定需求。
10、进一步的,压板长度为110-120mm,宽度为35-40mm;厚度为8-10mm。确保压板能够将工件稳定固定的同时,避免压板形成遮挡,进而影响钻孔作业;从而保证钻孔精准度。
11、进一步的,所述调节块下端设有用于调节滑动块移动的调节件。通过调节件更便于对调节块的精准调节,使调节块更灵活。
12、进一步的,所述定位点包括找正点和孔位基准点,找正点设于所述定位组件一侧;孔位基准点包括上下两排,分别设于定位组件的上下两端。通过找正点可快速对孔位进行定位,确保工件孔位的准确;通过孔位基准点确保孔位精准度,提高钻孔精准度,同时通过定位点一次性完成孔位设置,减少孔位误差,降低孔位定位难度,提高钻孔效率。
13、进一步的,固定块上开设有固定通孔。更利于固定块安装,提高固定块的稳定性。
技术特征:
1.前后制动杠杆钻孔工装,其特征在于:包括设于车床上的工作台,工作台上设有多个定位点;所述工作台上并排设有多组定位机构和多根限位柱,限位柱设于定位机构之间;定位机构包括两个并排设置的定位组件,定位组件包括相对设于所述工作台两侧的固定块和调节块;所述定位点设于固定块和调节块之间;固定块一侧设有用于放置制动杠杆的第一v型槽;所述调节块一侧设有用于放置制动杠杆的第二v型槽;所述第一v型槽与所述第二v型槽相对设置;所述调节块底部设有滑动块,所述工作台上设有滑动槽,所述滑动块设于所述滑动槽内;所述工作台上并排设有多组用于压紧制动杠杆的压紧组件,每组压紧组件设于两对定位组件之间。
2.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:所述定位机构为4-6组,相邻定位机构之间距离为25-30mm。
3.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:每组定位机构中的两个定位组件之间距离为50-60mm。
4.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:所述压紧组件为4-6组,压紧组件包括两块相对设置的压板,一组压紧组件内的两块压板之间距离为310-330mm。
5.根据权利要求4所述的前后制动杠杆钻孔工装,其特征在于:在压板中心设有通孔槽,通孔槽内设有连接杆,连接杆设于所述工作台上。
6.根据权利要求5所述的前后制动杠杆钻孔工装,其特征在于:压板长度为110-120mm,宽度为35-40mm;厚度为8-10mm。
7.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:所述调节块下端设有用于调节滑动块移动的调节件。
8.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:所述定位点包括找正点和孔位基准点,找正点设于所述定位组件一侧;孔位基准点包括上下两排,分别设于定位组件的上下两端。
9.根据权利要求1所述的前后制动杠杆钻孔工装,其特征在于:固定块上开设有固定通孔。
技术总结
本技术涉及钻孔工装设备技术领域,具体公开了前后制动杠杆钻孔工装,包括工作台,工作台上设有定位点;工作台上设有多组定位机构和限位柱;定位机构包括两个定位组件,定位组件包括固定块和调节块;定位点设于固定块和调节块之间;固定块一侧设有用于放置制动杠杆的第一V型槽;调节块一侧设有用于放置制动杠杆的第二V型槽;第一V型槽与第二V型槽相对设置;调节块底部设有滑动块,工作台上设有滑动槽,滑动块设于所述滑动槽内;工作台上并排设有多组用于压紧制动杠杆的压紧组件,每组压紧组件设于两对定位组件之间。本申请满足对多种型号的工件装夹需求,达到合并作业,降低劳动强度,同时保证加工精准度,提高加工效率。
技术研发人员:杨倩,杨茂,汪孝宜
受保护的技术使用者:重庆长征重工有限责任公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!