一种低磨损高效压紧结构工装装置的制作方法
本技术涉及一种压紧结构工装,尤其是一种低磨损高效压紧结构工装装置,属于汽车制造固定器械。
背景技术:
1、汽车领域在对工件进行加工制造阶段需要利用压紧结构工装对待加工工件进行定位,传统的压紧结构工装一般是结合实际使用情况进行组装定位,要结合压紧工件的条件综合考虑高度、转角、位置等多项组装需求,适用性差,操作十分麻烦。此外,普遍是利用液压或气动伸缩缸作为动力源直接作用在下压臂上,使下压臂活动端对工件进行压紧,常见的比如公告号cn216830455u、公告日2022年6月28日、名称为一种汽车零部件用压紧定位工装的中国实用新型专利,就是目前较为常用的压紧结构工装形式,其利用加压臂直接作用在压紧臂中间,使其活动端的柔性压紧块对工件进行压紧,这种直接作用长时间使用后会造成较大的磨损,降低工装使用寿命。
技术实现思路
1、为解决背景技术存在的不足,本实用新型提供一种低磨损高效压紧结构工装装置,它的压紧组件的高度、转角和相对于工件支撑台的距离便于调节,适用性强,并且通过进给楔形块与滑轮配合,采用杠杆原理增加压紧力,有利于减小磨损小、延长寿命。
2、为实现上述目的,本实用新型采取下述技术方案:一种低磨损高效压紧结构工装装置,包括工装底板、中心定位组件、三个外螺纹支撑筒以及三个压紧组件,所述工装底板中心设置工件支撑台,所述中心定位组件能够对放置在所述工件支撑台上的待加工工件进行下压初定位,且中心定位组件能够转移离开工件支撑台所在区域,工装底板围绕工件支撑台等角度排布开设三条径向滑槽,每条所述径向滑槽内滑动安装滑块,所述三个外螺纹支撑筒分别与三个所述滑块预加工的中心螺孔旋接配合,所述三个压紧组件分别安装在三个外螺纹支撑筒上,压紧组件包括安装底座、压紧支杆及伸缩气缸,所述安装底座顶部前端固定u形支架,所述压紧支杆中间位置与所述u形支架铰接,压紧支杆前端底部设置压紧凸起,压紧支杆后端安装滑轮,所述伸缩气缸固定在安装底座顶部后端且其活塞杆外端固定进给楔形块,通过所述进给楔形块塞入所述滑轮底部实现所述压紧凸起的下压动作,安装底座底部中心一体设置导向立杆插装在对应的外螺纹支撑筒上,且所述导向立杆下端加工螺纹段并旋接锁紧螺母能够将压紧组件与外螺纹支撑筒紧固定位。
3、与现有技术相比,本实用新型的有益效果是:本实用新型通过中心定位组件将放置在工件支撑台上的待加工工件进行下压初定位后,通过三个压紧组件对待加工工件边缘进行压紧定位,并且中心定位组件能够转移离开工件支撑台所在区域不影响对待加工工件的后续操作,压紧组件通过伸缩气缸控制进给楔形块塞入压紧支杆后端的滑轮,使压紧支杆前端完成下压动作,采用杠杆原理增加压紧力,具有工作稳定、磨损小、寿命长的优点,并且搭载压紧组件的外螺纹支撑筒与工装底板通过滑块连接,便于调节压紧组件的高度、转角和相对于工件支撑台的距离,可调性强,满足不同规格尺寸的待加工工件的定位使用。
技术特征:
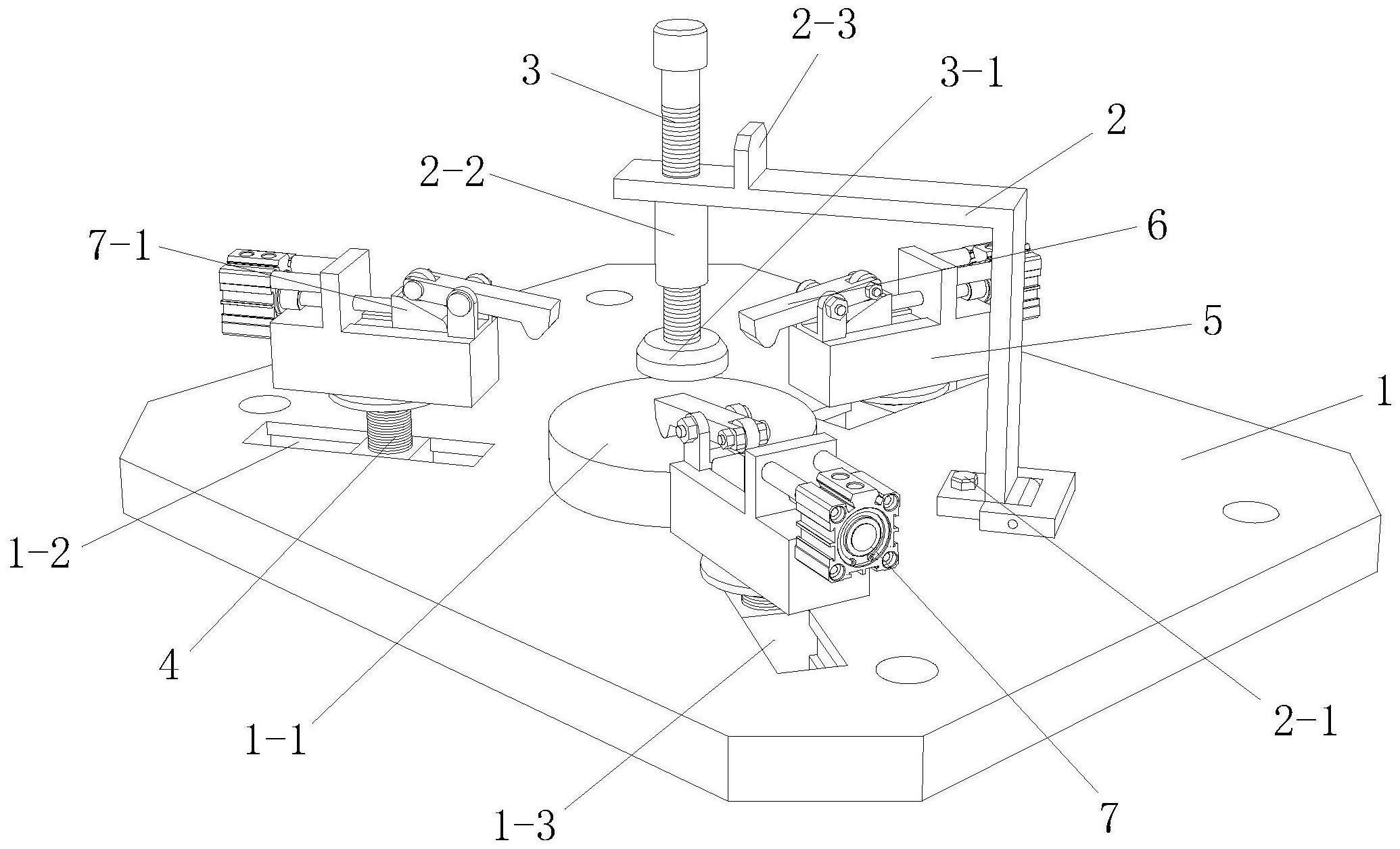
1.一种低磨损高效压紧结构工装装置,其特征在于:包括工装底板(1)、中心定位组件、三个外螺纹支撑筒(4)以及三个压紧组件,所述工装底板(1)中心设置工件支撑台(1-1),所述中心定位组件能够对放置在所述工件支撑台(1-1)上的待加工工件进行下压初定位,且中心定位组件能够转移离开工件支撑台(1-1)所在区域,工装底板(1)围绕工件支撑台(1-1)等角度排布开设三条径向滑槽(1-2),每条所述径向滑槽(1-2)内滑动安装滑块(1-3),所述三个外螺纹支撑筒(4)分别与三个所述滑块(1-3)预加工的中心螺孔旋接配合,所述三个压紧组件分别安装在三个外螺纹支撑筒(4)上,压紧组件包括安装底座(5)、压紧支杆(6)及伸缩气缸(7),所述安装底座(5)顶部前端固定u形支架(5-1),所述压紧支杆(6)中间位置与所述u形支架(5-1)铰接,压紧支杆(6)前端底部设置压紧凸起(6-1),压紧支杆(6)后端安装滑轮(6-2),所述伸缩气缸(7)固定在安装底座(5)顶部后端且其活塞杆外端固定进给楔形块(7-1),通过所述进给楔形块(7-1)塞入所述滑轮(6-2)底部实现所述压紧凸起(6-1)的下压动作,安装底座(5)底部中心一体设置导向立杆(5-2)插装在对应的外螺纹支撑筒(4)上,且所述导向立杆(5-2)下端加工螺纹段并旋接锁紧螺母(5-3)能够将压紧组件与外螺纹支撑筒(4)紧固定位。
2.根据权利要求1所述的一种低磨损高效压紧结构工装装置,其特征在于:所述中心定位组件包括l形支臂(2)及螺杆(3),所述l形支臂(2)的竖向支臂底端与工装底板(1)铰接,并设置定位螺栓(2-1)能够将l形支臂(2)与工装底板(1)进行固定,l形支臂(2)的横向支臂外端一体设置内螺纹安装筒(2-2),所述螺杆(3)竖直设置并与所述内螺纹安装筒(2-2)旋接配合,螺杆(3)下端设置支撑座(3-1)。
3.根据权利要求2所述的一种低磨损高效压紧结构工装装置,其特征在于:所述l形支臂(2)的横向支臂顶部中间位置设置翻转手柄(2-3)。
4.根据权利要求1或2所述的一种低磨损高效压紧结构工装装置,其特征在于:所述外螺纹支撑筒(4)上端一体设置环形台面(4-1),外螺纹支撑筒(4)下端一体设置旋转把手(4-2)。
5.根据权利要求4所述的一种低磨损高效压紧结构工装装置,其特征在于:所述压紧凸起(6-1)呈v字形且底端进行倒圆角加工。
技术总结
一种低磨损高效压紧结构工装装置,涉及一种压紧结构工装。工装底板中心设置工件支撑台,中心定位组件进行下压初定位且能够转移离开,工装底板围绕工件支撑台开设三条径向滑槽并滑动安装滑块,外螺纹支撑筒分别与滑块的中心螺孔旋接配合,压紧组件分别安装在外螺纹支撑筒上,安装底座顶部前端通过U形支架铰接压紧支杆,压紧支杆后端安装滑轮,伸缩气缸通过进给楔形块塞入滑轮底部实现压紧支杆下压动作,安装底座底部设置导向立杆插装在外螺纹支撑筒上,并旋接锁紧螺母能够紧固定位。压紧组件的高度、转角和相对于工件支撑台的距离便于调节,适用性强,通过进给楔形块与滑轮配合,采用杠杆原理增加压紧力,有利于减小磨损小、延长寿命。
技术研发人员:迟兰成,刘勇,李宏宇,侯雪松
受保护的技术使用者:艾瑞鸿泰(上海)汽车技术有限公司
技术研发日:20230531
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!