全自动定位销压装结构的制作方法
本技术涉及定位销压装相关,尤其涉及全自动定位销压装结构。
背景技术:
1、定位销压装结构是用于丝杆轴承的组装设备,定位销过盈压装,传统压装方式由人工放置定位模具和定位销,压装后人工将产品移送到下一工位,进行后续加工,故此,特别需要全自动定位销压装结构。
2、但是定位销压装结构需要通过人工辅助进行压装,增加了人工劳动量,降低了生产效率。
技术实现思路
1、本实用新型的目的在于提供全自动定位销压装结构,以解决上述背景技术中提出的现有的全自动定位销压装结构,但是定位销压装结构需要通过人工辅助进行压装,增加了人工劳动量,降低了生产效率的问题。
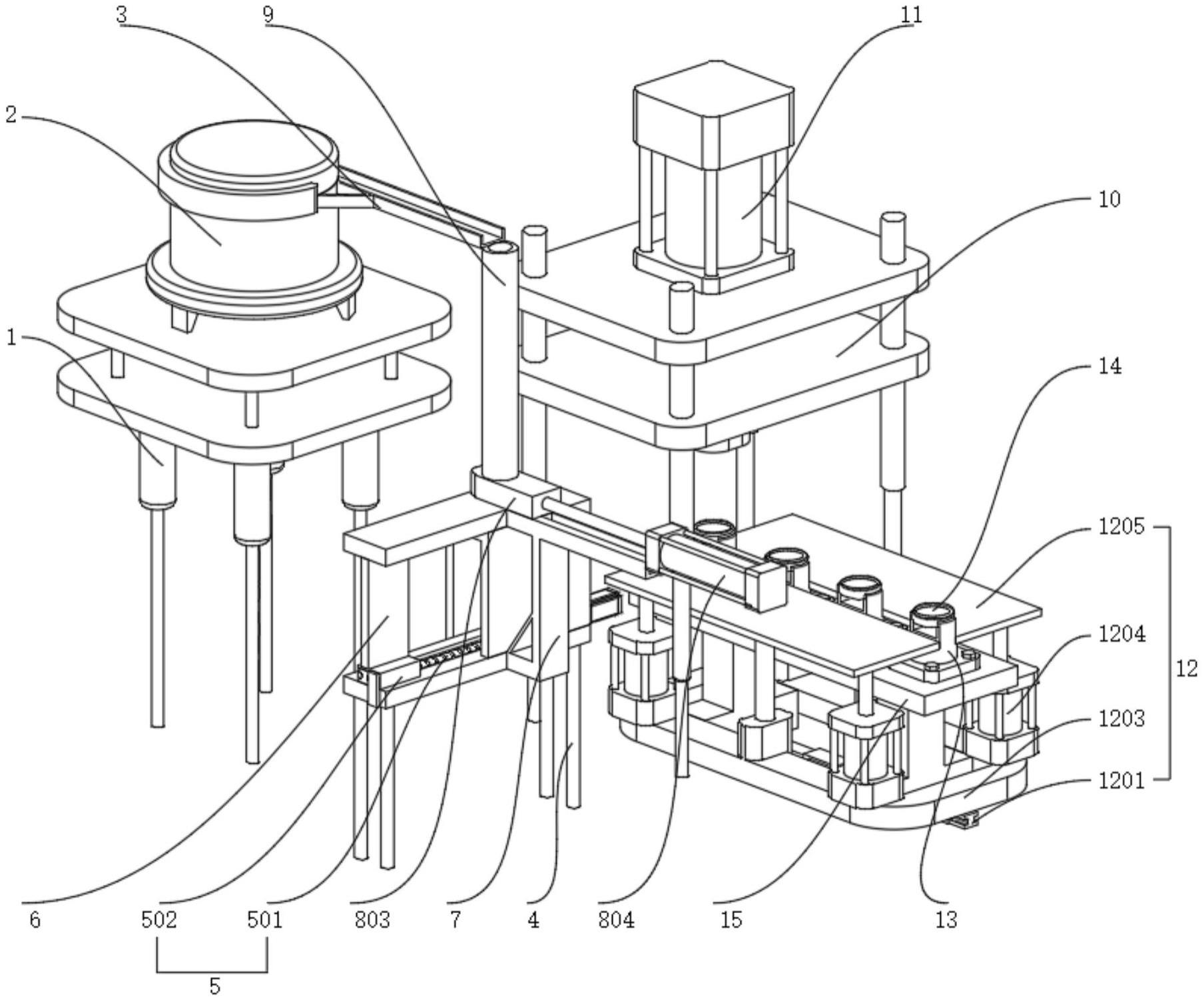
2、为实现上述目的,本实用新型提供如下技术方案:全自动定位销压装结构,包括第一支架、上料机构和下料机构,所述上料机构包括第一滑块、第一滑套、螺纹杆和伺服电机,所述下料机构包括电动滑台、第二滑套、第一支撑架、第三气缸和推板,所述第一支架的表面固定安装有下料震动盘,所述下料震动盘的一端固定连接有出料口,所述第一支架的一侧设置有第二支架,所述第二支架的表面设置有上料机构,所述上料机构的表面设置有支撑板,所述第二支架的表面一侧固定连接有支撑块,所述支撑块的表面设置有挡料机构,所述出料口的一端表面固定连接有传送管,所述第一支架的一侧设置有第一支撑座,所述第一支撑座的表面固定安装有第二气缸,所述第二气缸的垂直方向设置有下料机构,所述下料机构的表面设置有第二支撑座,所述第二支撑座的表面活动连接有轴承,所述第二支撑座的表面固定连接有传送组件,所述传送组件的一侧表面固定连接有第二支撑架。
3、优选的,所述第二支架的表面固定连接有第一滑块,所述第一滑块的表面滑动连接有第一滑套,所述第一滑套的内壁表面螺纹连接有螺纹杆,所述螺纹杆的一端固定连接有伺服电机,所述伺服电机的一侧表面固定连接在第二支架的表面。
4、优选的,所述挡料机构包括滑槽、第二滑块、挡板和第一气缸,所述支撑块的表面开设有滑槽,所述滑槽的内壁表面滑动连接有第二滑块,所述第二滑块的表面固定连接有挡板,所述挡板的一侧表面固定连接有第一气缸,所述第一气缸的一侧表面固定连接在支撑块的表面。
5、优选的,所述滑槽的尺寸和第二滑块的尺寸相吻合,所述第二滑块通过滑槽与支撑块构成滑动结构。
6、优选的,所述第二气缸的垂直方向设置有电动滑台,所述电动滑台的表面滑动连接有第二滑套,所述第二滑套的表面固定连接有第一支撑架,所述第一支撑架的表面固定连接有第三气缸,所述第三气缸的一顿啊表面固定连接有推板。
7、优选的,所述第三气缸以第一支撑架的表面中心线对称设置有两组,所述第三气缸以推板的表面中心线对称设置有两组。
8、优选的,所述第二支撑座在传送组件的表面设置有多组。
9、与现有技术相比,本实用新型的有益效果是:该全自动定位销压装结构,通过下料震动盘、上料机构和下料机构的设置,接着下料震动盘将定位销通过出料口和传送管传送到支撑板的表面,再启动伺服电机带动螺纹杆旋转,螺纹杆通过与第一滑套的螺纹连接,带动第一滑套在第一滑块的表面滑动,从而带动支撑板移动至第二气缸的正下方,此时定位销在第二气缸的正下方,此时启动第二气缸将定位销压装进入轴承的内部,完成对定位销的上料压装,当轴承内部压装定位销结束后,启动第三气缸推动推板向上移动,能够将第二支撑座表面的轴承顶起,然后启动电动滑台通过第二滑套带动第一支撑架滑动,完成对加工完成后的轴承的下料工作,该装置能够对实现自动取放定位销,自动压装,自动循环生产,提高生产效率。
技术特征:
1.全自动定位销压装结构,包括第一支架(1)、上料机构(5)和下料机构(12),其特征在于:所述上料机构(5)包括第一滑块(501)、第一滑套(502)、螺纹杆(503)和伺服电机(504),所述下料机构(12)包括电动滑台(1201)、第二滑套(1202)、第一支撑架(1203)、第三气缸(1204)和推板(1205),所述第一支架(1)的表面固定安装有下料震动盘(2),所述下料震动盘(2)的一端固定连接有出料口(3),所述第一支架(1)的一侧设置有第二支架(4),所述第二支架(4)的表面设置有上料机构(5),所述上料机构(5)的表面设置有支撑板(6),所述第二支架(4)的表面一侧固定连接有支撑块(7),所述支撑块(7)的表面设置有挡料机构(8),所述出料口(3)的一端表面固定连接有传送管(9),所述第一支架(1)的一侧设置有第一支撑座(10),所述第一支撑座(10)的表面固定安装有第二气缸(11),所述第二气缸(11)的垂直方向设置有下料机构(12),所述下料机构(12)的表面设置有第二支撑座(13),所述第二支撑座(13)的表面活动连接有轴承(14),所述第二支撑座(13)的表面固定连接有传送组件(15),所述传送组件(15)的一侧表面固定连接有第二支撑架(16)。
2.根据权利要求1所述的全自动定位销压装结构,其特征在于:所述第二支架(4)的表面固定连接有第一滑块(501),所述第一滑块(501)的表面滑动连接有第一滑套(502),所述第一滑套(502)的内壁表面螺纹连接有螺纹杆(503),所述螺纹杆(503)的一端固定连接有伺服电机(504),所述伺服电机(504)的一侧表面固定连接在第二支架(4)的表面。
3.根据权利要求1所述的全自动定位销压装结构,其特征在于:所述挡料机构(8)包括滑槽(801)、第二滑块(802)、挡板(803)和第一气缸(804),所述支撑块(7)的表面开设有滑槽(801),所述滑槽(801)的内壁表面滑动连接有第二滑块(802),所述第二滑块(802)的表面固定连接有挡板(803),所述挡板(803)的一侧表面固定连接有第一气缸(804),所述第一气缸(804)的一侧表面固定连接在支撑块(7)的表面。
4.根据权利要求3所述的全自动定位销压装结构,其特征在于:所述滑槽(801)的尺寸和第二滑块(802)的尺寸相吻合,所述第二滑块(802)通过滑槽(801)与支撑块(7)构成滑动结构。
5.根据权利要求1所述的全自动定位销压装结构,其特征在于:所述第二气缸(11)的垂直方向设置有电动滑台(1201),所述电动滑台(1201)的表面滑动连接有第二滑套(1202),所述第二滑套(1202)的表面固定连接有第一支撑架(1203),所述第一支撑架(1203)的表面固定连接有第三气缸(1204),所述第三气缸(1204)的一顿啊表面固定连接有推板(1205)。
6.根据权利要求5所述的全自动定位销压装结构,其特征在于:所述第三气缸(1204)以第一支撑架(1203)的表面中心线对称设置有两组,所述第三气缸(1204)以推板(1205)的表面中心线对称设置有两组。
7.根据权利要求1所述的全自动定位销压装结构,其特征在于:所述第二支撑座(13)在传送组件(15)的表面设置有多组。
技术总结
本技术提供全自动定位销压装结构,包括第一支架、上料机构和下料机构,所述上料机构的表面设置有支撑板,所述支撑块的表面设置有挡料机构,所述第二气缸的垂直方向设置有下料机构。该全自动定位销压装结构,通过上料机构和下料机构的设置,下料震动盘将定位销通过出料口和传送管传送到支撑板的表面,再启动伺服电机通过螺纹杆带动第一滑套在第一滑块表面滑动,使支撑板移动至第二气缸的下方,此时启动第二气缸将定位销压装进入轴承的内部,最后启动第三气缸推动推板将第二支撑座表面的轴承顶起,再启动电动滑台通过第二滑套带动第一支撑架滑动,完成对轴承的下料,该装置能够对实现自动取放定位销,自动压装,自动循环生产,提高生产效率。
技术研发人员:王泽贵,王建忠,史俊辉
受保护的技术使用者:苏州希麦智能科技有限公司
技术研发日:20230605
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!