一种芯轴多工位四轴工装夹具的制作方法
本技术涉及的是一种工装夹具,具体涉及一种芯轴多工位四轴工装夹具。
背景技术:
1、在航空制造、修理领域中,存在大量的芯轴类零件。芯轴类零件作为飞机用典型的精密零件,在航空制造、修理过程中经常涉及夹持定位、多次装夹以及存在夹持困难的问题。如图11所示的芯轴,此种类型的芯轴需从三个方向加工端面凸台和侧面两处键槽,采用三轴单面加工,需三次装夹,耗时耗力,且多次装夹易压伤,存在装夹误差和装反,影响外观和质量。
2、综上所述,本实用新型设计了一种芯轴多工位四轴工装夹具。
技术实现思路
1、针对现有技术上存在的不足,本实用新型目的是在于提供一种芯轴多工位四轴工装夹具,采用四轴工装一次装夹两件,一次装夹完成,不会出现装反等低层次错误,省时省力,大大提高了芯轴加工质量和工作效率。
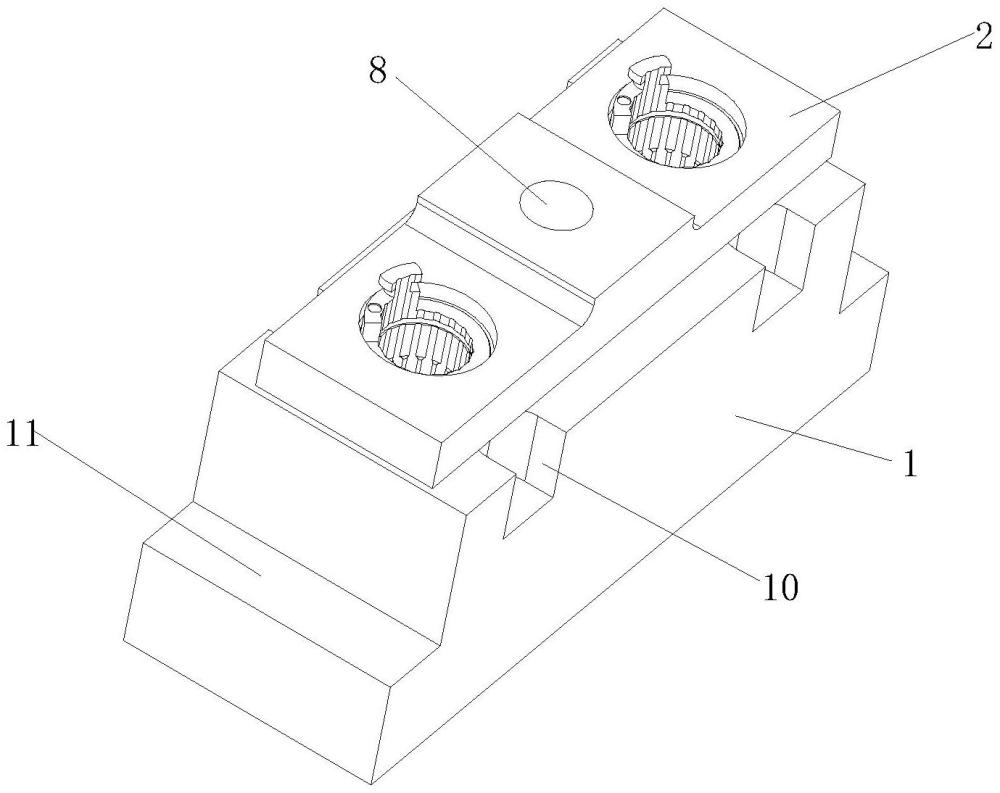
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种芯轴多工位四轴工装夹具,包括底座和压板,所述底座上对称设置有两个第一装配孔,第一装配孔下方为定位销孔,压板设置在底座的上方,所述压板两侧对称设置有第二装配孔,待加工芯轴装入第一装配孔后通过定位销钉穿过定位销孔固定,压板的第二装配孔的套入芯轴的上部并通过内六角螺钉固定,且芯轴的侧边凸台限位在压板和底座之间。
3、作为优选,所述的压板的中部设置有与内六角螺钉配合的通孔。
4、作为优选,所述的底座的顶部中间设置有与内六角螺钉紧固的螺钉孔。
5、作为优选,所述的底座的上部两侧设置有前后贯穿的通道,用于铣削键槽。
6、作为优选,所述的底座的左右侧设置有定位台。
7、本实用新型的有益效果:本实用新型的工装夹具结构设计合理,采用四轴工装一次装夹两件芯轴,一次装夹完成,不会出现装反等低层次错误,省时省力,大大提高了芯轴加工质量和工作效率。
技术特征:
1.一种芯轴多工位四轴工装夹具,其特征在于,包括底座(1)和压板(2),所述底座(1)上对称设置有两个第一装配孔(3),第一装配孔(3)下方为定位销孔(4),压板(2)设置在底座(1)的上方,所述压板(2)两侧对称设置有第二装配孔(5),待加工芯轴(6)装入第一装配孔(3)后通过定位销钉穿过定位销孔(4)固定,压板(2)的第二装配孔(5)的套入芯轴(6)的上部并通过内六角螺钉(7)固定,且芯轴(6)的侧边凸台限位在压板(2)和底座(1)之间。
2.根据权利要求1所述的一种芯轴多工位四轴工装夹具,其特征在于,所述的压板(2)的中部设置有与内六角螺钉(7)配合的通孔(8)。
3.根据权利要求1所述的一种芯轴多工位四轴工装夹具,其特征在于,所述的底座(1)的顶部中间设置有与内六角螺钉(7)紧固的螺钉孔(9)。
4.根据权利要求1所述的一种芯轴多工位四轴工装夹具,其特征在于,所述的底座(1)的上部两侧设置有前后贯穿的通道(10),用于铣削键槽。
5.根据权利要求1所述的一种芯轴多工位四轴工装夹具,其特征在于,所述的底座(1)的左右侧设置有定位台(11)。
技术总结
本技术公开了一种芯轴多工位四轴工装夹具,它涉及一种工装夹具。为了实现上述目的,本技术是通过如下的技术方案来实现:一种芯轴多工位四轴工装夹具,包括底座和压板,所述底座上对称设置有两个第一装配孔,第一装配孔下方为定位销孔,压板设置在底座的上方,所述压板两侧对称设置有第二装配孔,待加工芯轴装入第一装配孔后通过定位销钉穿过定位销孔固定,压板的第二装配孔的套入芯轴的上部并通过内六角螺钉固定,且芯轴的侧边凸台限位在压板和底座之间。本技术采用四轴工装一次装夹两件芯轴零件,一次装夹完成,不会出现装反等低层次错误,省时省力,大大提高了芯轴加工质量和工作效率。
技术研发人员:刘洪建,孙东炜,李奎,罗昌,韩廷安
受保护的技术使用者:贵州海德威精密仪器有限公司
技术研发日:20230602
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!