一种实心拉杆模具折弯机构的制作方法
本技术涉及汽车拉杆,具体涉及一种实心拉杆模具折弯机构。
背景技术:
1、汽车上使用的横拉杆,由于转向力大,安装时需要避开一些汽车零部件,且需要设计成实心,并在两端折弯处理(如图1所示)。
2、在实现本实用新型的过程中,发明人发现现有带折弯结构的横拉杆生产有两种方式,但均存在缺陷:
3、1.采用数控折弯机,由于图1中零件为实心棒料,直径大多为φ35和φ38,数控折弯机扭矩有限,对于上面类型产品要么折弯力不够,要么严重影响设备使用寿命(因为数控折弯机主要针对空心钢管或比较细的实心棒料);
4、2.采用圆钢折弯机,但折弯精度不够,弯多且调整麻烦。
技术实现思路
1、为了解决横拉杆的折弯结构加工问题,本实用新型提出了一种实心拉杆模具折弯机构,具有折弯快,精准,安装简单,在油压机上通过上、下模合模后成型。
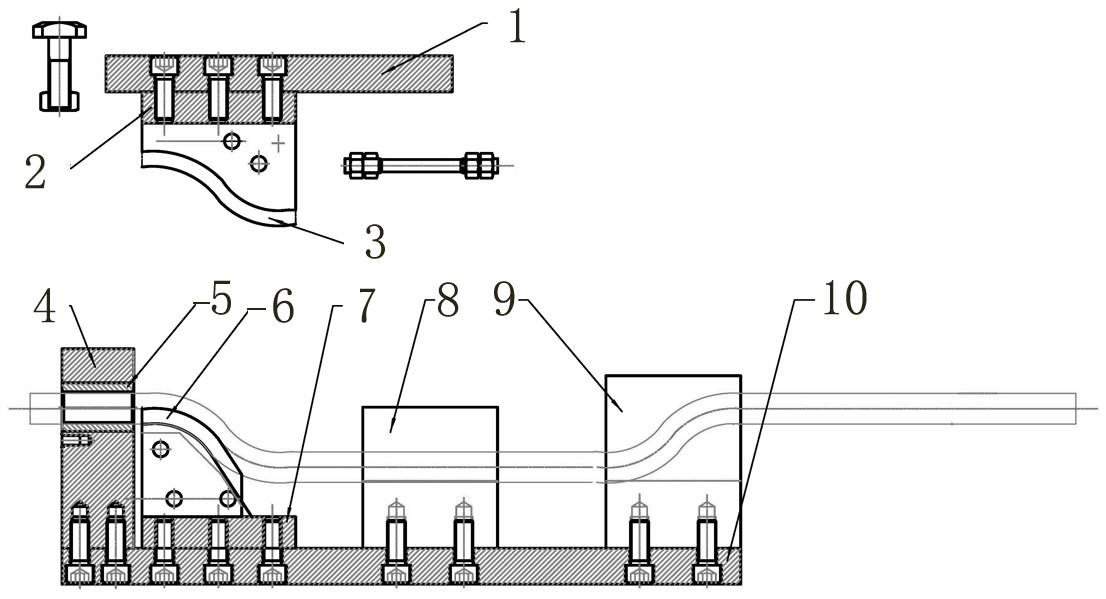
2、为此,本实用新型的技术方案为,一种实心拉杆模具折弯机构,包括上模板、下模板,其特征在于:
3、上模板底部安装有成型上模,成型上模两侧面上对称设有向下延伸的第一镶块,成型上模与两侧第一镶块配合形成槽型结构,槽深与拉杆的半径一致,成型上模的底面形状与成型拉杆弯折部的上端面相适应,第一镶块的底面轮廓与成型拉杆的弯折形状保持一致,
4、下模板表面安装有成型下模,成型下模两侧面上对称设有向上延伸的第二镶块,成型下模与两侧第二镶块配合形成槽型结构,槽深与拉杆的半径一致,成型下模的上表面形状与成型拉杆弯折部的下端面相适应,第二镶块的上表面轮廓与成型拉杆的弯折形状保持一致,
5、成型下模一侧的下模板上设有限位块,另一侧的下模板上依次间隔预设有弹性校正块、角度校正块,其中:限位块上设有通孔、通孔内设有镶套,待成型拉杆与镶套小间隙配合;弹性校正块、角度校正块表面设有用于待成型拉杆穿过并支承限位的u型限位槽,u型限位槽的槽宽与拉杆的直径相适应;
6、镶套、槽型结构、及弹性校正块和角度校正块的u型限位槽的中心线位于同一竖直平面上,高低位置设置与成型拉杆相适应。
7、作为优选,所述第一镶块、第二镶块分别通过螺栓可拆卸连接,并可通过调整对称镶块间隙调节槽型结构的槽宽。方便根据工件直径调整槽宽,以适应不同规格工件的需要。
8、对上述技术方案的进一步改进在于:第一镶块与成型上模之间、第二镶块与成型下模之间分别设有垫片,镶块间隙通过调整垫片厚度来调节槽宽大小。
9、对上述技术方案的进一步改进在于:所述上模板通过螺钉固定于油压机的上板,下模板通过螺钉固定于油压机的下板上。可直接可拆卸安装于现有油压机上进行使用,提高设备的利用率、降低新设备投入。
10、有益效果:与现有技术相比,本实用新型的优点在于,克服数控折弯机能力不足、圆钢折弯机精度不够的问题,可安装在通用的油压机上实现快速折弯,安装简单,且折弯快、精准、效率高,适用于批量生产。
技术特征:
1.一种实心拉杆模具折弯机构,包括上模板、下模板,其特征在于:
2.根据权利要求1所述一种实心拉杆模具折弯机构,其特征在于:所述第一镶块、第二镶块分别通过螺栓可拆卸连接,并可通过调整对称镶块间隙调节槽型结构的槽宽。
3.根据权利要求2所述一种实心拉杆模具折弯机构,其特征在于:第一镶块与成型上模之间、第二镶块与成型下模之间分别设有垫片,镶块间隙通过调整垫片厚度来调节槽宽大小。
4.根据权利要求1或2或3所述一种实心拉杆模具折弯机构,其特征在于:所述上模板通过螺钉固定于油压机的上板,下模板通过螺钉固定于油压机的下板上。
技术总结
本技术提供了一种实心拉杆模具折弯机构,包括上模板、下模板,上模板底部安装有成型上模,成型上模两侧对称设有向下延伸的第一镶块并形成有槽型结构,成型上模的底面形状与成型拉杆弯折部的上端面相配合;下模板表面安装有成型下模,成型下模两侧对称设有向上延伸的第二镶块,第二镶块的顶面之间形成有槽型结构、成型下模底面形状与成型拉杆弯折部的下端面相配合;成型下模其中一侧的下模板上设有限位块,另一侧依次间隔设有弹性校正块、角度校正块,其中:限位块上设有通孔、通孔内设有镶套;弹性校正块、角度校正块表面设有U型限位槽。本技术可安装在通用的油压机上实现快速折弯,安装简单,且折弯快、精准、效率高,适用于批量生产。
技术研发人员:彭绍文,段文军
受保护的技术使用者:十堰普瑞实业有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!