辊式冷轧成型机的平整机构的制作方法
本技术涉及辊压成型设备,具体为辊式冷轧成型机的平整机构。
背景技术:
1、辊式冷轧成型机广泛用于金属制品加工领域,其通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定端面的型材。成卷的板材通过上料机送至辊压成型机中进行成型工序。
2、中国实用新型专利:公开号为cn206597846u,公开了一种连续辊式冷轧成型机,其技术方案要点是包括支撑架,支撑架上设有用于输送钢瓦前进的输送组件、以及沿输送组件前进方向依次设置的冲孔组件、辊压成型组件和剪切组件;辊压成型装置包括若干个沿前进方向水平排列的压辊单元、以及用于驱动各压辊单元转动的压辊电机,剪切组件上安装有安全组件,安全组件包括:壳体;人体感应装置,安装于壳体内,该人体感应装置用于检测人体是否靠近以输出相应的人体感应信号;开关电路,耦接于人体感应装置以接收人体感应信号,并输出相应的开关信号;继电器,其常闭触点串接在压辊电机的启动电路上,其线圈耦接于开关电路以接收开关信号,并响应于开关信号以控制其常闭触点的动作。
3、现有的技术中cn206597846u在使用时,若有工作人员靠近该剪切组件,人体感应装置将输出高电平的人体感应信号至开关电路中,开关电路控制继电器的线圈得电,继电器的线圈吸和其常闭触点以断开该辊式冷轧成型机的供电回路,使得输送组件、冲孔组件、辊压成型组件失电停止工作,从而有效避免剪切组件后方有工作人员存在时,避免该辊式冷轧成型机将钢瓦从剪切组件中冲出造成工作人员的受伤,以有效提高该辊式冷轧成型机的使用安全性。但是,在进行钢板的辊压操作时,由于钢板的宽度不同,继而导致在进行辊压操作时,钢板会在压辊间出现位移,此时出现位移的钢板在辊压操作时存在变形的可能,因此需要一种辊式冷轧成型机的平整机构来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供辊式冷轧成型机的平整机构,具备对辊压的钢板进行位置限定的优点,解决了辊压操作时钢板容易出现位移的问题。
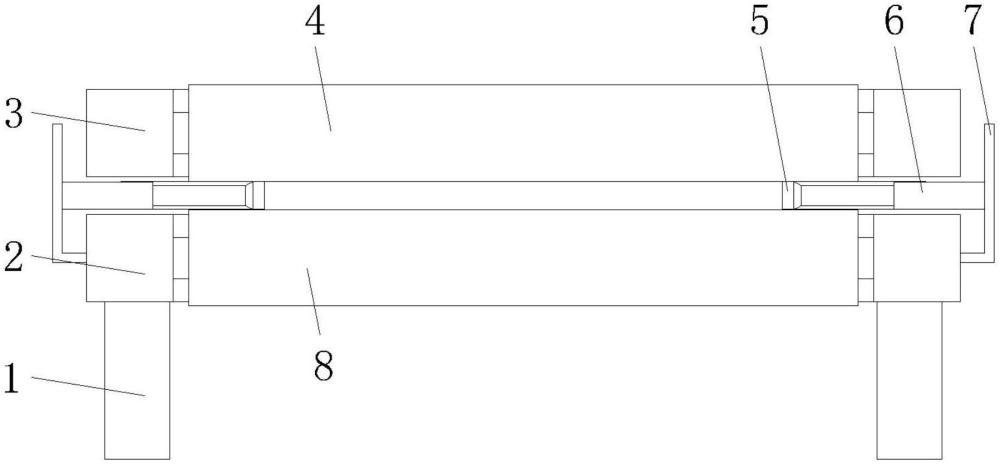
2、为实现上述目的,本实用新型提供如下技术方案:辊式冷轧成型机的平整机构,包括底架本体,所述底架本体上方固定安装有顶架本体,所述底架本体两侧分别固定安装有安装架,所述安装架内侧固定安装有电动伸缩杆,所述电动伸缩杆背离安装架的一端固定安装有限位架。
3、使用本技术方案中辊式冷轧成型机的平整机构时,将钢板放置在第一压辊和第二压辊相对一侧,并启动电动伸缩杆,从而使底架本体两侧的限位架向相对一侧移动,从而通过限位架对钢板进行夹持,继而在通过第一压辊和第二压辊相对一侧的钢板进行定位,从而在使用时钢板通过第一压辊和第二压辊进行水平位移,并由于限位架的定位,避免了钢板出现位移。
4、优选的,所述底架本体上表面四角处分别固定安装有连接杆,底架本体内侧转动安装有第二压辊,底架本体下表面外侧固定安装有支撑架。
5、优选的,所述连接杆数量为四个,四个连接杆顶部分别与顶架本体下表面四角处固定连接。
6、优选的,所述顶架本体内侧转动安装有第一压辊。
7、优选的,所述第一压辊数量为三个,三个第一压辊安装位置与第二压辊安装位置相匹配。
8、优选的,所述安装架采用l型结构设计,安装架内侧安装的电动伸缩杆从顶架本体和底架本体相对一侧穿过。
9、优选的,所述限位架采用u型结构设计,限位架厚度与第一压辊和第二压辊相对一侧距离相匹配。
10、与现有技术相比,本实用新型的有益效果如下:
11、本实用新型通过设置底架本体,并在底架本体两侧分别固定安装安装架,同时,在安装架内设置电动伸缩杆,同时电动伸缩杆背离安装架的一侧固定安装有限位架,并使限位架位于底架本体和顶架本体相对一侧,从而在进行使用时通过限位架可对钢板进行夹持,从而在进行钢板辊压操作时,可通过限位架对钢板进行定位,达到了对辊压的钢板进行位置限定的效果。
技术特征:
1.辊式冷轧成型机的平整机构,包括底架本体(2),其特征在于:所述底架本体(2)上方固定安装有顶架本体(3),所述底架本体(2)两侧分别固定安装有安装架(7),所述安装架(7)内侧固定安装有电动伸缩杆(6),所述电动伸缩杆(6)背离安装架(7)的一端固定安装有限位架(5)。
2.根据权利要求1所述的辊式冷轧成型机的平整机构,其特征在于:所述底架本体(2)上表面四角处分别固定安装有连接杆(9),底架本体(2)内侧转动安装有第二压辊(8),底架本体(2)下表面外侧固定安装有支撑架(1)。
3.根据权利要求2所述的辊式冷轧成型机的平整机构,其特征在于:所述连接杆(9)数量为四个,四个连接杆(9)顶部分别与顶架本体(3)下表面四角处固定连接。
4.根据权利要求1所述的辊式冷轧成型机的平整机构,其特征在于:所述顶架本体(3)内侧转动安装有第一压辊(4)。
5.根据权利要求4所述的辊式冷轧成型机的平整机构,其特征在于:所述第一压辊(4)数量为三个,三个第一压辊(4)安装位置与第二压辊(8)安装位置相匹配。
6.根据权利要求1所述的辊式冷轧成型机的平整机构,其特征在于:所述安装架(7)采用l型结构设计,安装架(7)内侧安装的电动伸缩杆(6)从顶架本体(3)和底架本体(2)相对一侧穿过。
7.根据权利要求1所述的辊式冷轧成型机的平整机构,其特征在于:所述限位架(5)采用u型结构设计,限位架(5)厚度与第一压辊(4)和第二压辊(8)相对一侧距离相匹配。
技术总结
本技术涉及辊压成型设备技术领域,尤其涉及辊式冷轧成型机的平整机构,其技术方案包括:底架本体,所述底架本体上方固定安装有顶架本体,所述底架本体两侧分别固定安装有安装架,所述安装架内侧固定安装有电动伸缩杆,所述电动伸缩杆背离安装架的一端固定安装有限位架。本技术解决了辊压操作时钢板容易出现位移的问题。
技术研发人员:潘静如,潘迦勒
受保护的技术使用者:揭阳市和润特钢有限公司
技术研发日:20230607
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!