一种用于轮毂加工的定位芯轴的制作方法
本技术涉及轮毂制造领域,尤其涉及一种用于轮毂加工的定位芯轴。
背景技术:
1、铝合金轮毂机加工工序通常将中心孔作为径向定位基准,机械手抓取待加工轮毂,并通过待加工轮毂中心孔与定位芯轴轴孔配合,完成轮毂加工过程中的径向定位后执行加工动作。因此,轮毂中心孔的加工精度直接影响轮毂的机械加工质量。受加工设备自身精度变化、刀具磨损老化及异常损坏等因素的影响,中心孔在加工过程中存在孔径超差的质量风险,中心孔孔径超差将造成后续加工工序定位精度失效,导致轮毂在后续加工过程中出现轴向跳动超差、接刀不良等问题。尤其在加工中心加工过程中易出现气门孔振刀、气门孔椭圆等问题,严重影响轮毂加工质量。而当前自动化产线缺少相应的过程检测识别措施,存在较大质量风险,产品流入市场将造成用户抱怨。
2、基于此,开发一种具有检测功能的定位芯轴,在加工过程中识别检测芯轴与轮毂的定位状态,确保轮毂中心孔的定位精度,消除质量隐患是当前亟待解决的技术问题。
技术实现思路
1、本实用新型的目的在于针对上述问题,提供一种用于轮毂加工的定位芯轴,解决现有自动化产线轮毂加工过程中因缺少相应的定位精度检验措施,存在质量隐患的问题。
2、为解决上述技术问题,本实用新型采用的技术方案为:
3、一种用于轮毂加工的定位芯轴,包括芯轴本体,所述芯轴本体上对应轮毂中心孔设置有定位部,芯轴本体上还设置有用于检测芯轴本体与轮毂中心孔定位状态的检测部。
4、优选地,所述检测部包括设置在芯轴本体上的检测柱,所述检测柱对应轮毂法兰盘端面沿芯轴本体轴向设置,检测柱电信号连通机床控制系统。
5、优选地,所述检测柱具有沿轴向调节的结构,以适配不同轮型的加工使用。
6、优选地,所述测柱为具有外螺纹结构的柱体,芯轴本体上设置有固定座,所述检测柱与固定座螺纹配合。
7、优选地,所述测柱连接固定座,所述固定座底部设置有工字型滑块,芯轴本体对应所述工字型滑块设置有滑槽,所述工字型滑块与滑槽滑动配合,固定座底部设置有紧固顶丝。
8、优选地,所述检测部包括设置在芯轴本体上的电子尺,所述电子尺对应轮毂法兰盘端面设置,电子尺数据通信机床控制系统。
9、优选地,所述电子尺设置有三个以上,多个电子尺沿芯轴本体周向阵列布设。
10、优选地,所述定位部与轮毂中心孔的配合间隙为0.2-0.5mm,定位部的端部开设有圆角。
11、本实用新型的有益效果在于:
12、本实用新型通过在芯轴本体上设置检测部,实现了加工过程中轮毂定位状态的检测,能够及时识别芯轴本体与轮毂中心孔的定位是否有效,避免了在轮毂在定位不良的情况下执行加工作业。同时,便于作业人员及早识别、解决加工过程中的具体问题,从而排除质量隐患,确保轮毂加工质量。将检测柱设置为可沿轴向调节的结构,使本实用新型可满足不同规格轮毂的加工使用需求,提升了适用性;电子尺作为检测部的应用,避免了检测柱调节干涉装配的问题,并通过设置多个周向阵列设置的电子尺,同时实现了轮毂定位偏斜状态的识别,提升了实用性。
技术特征:
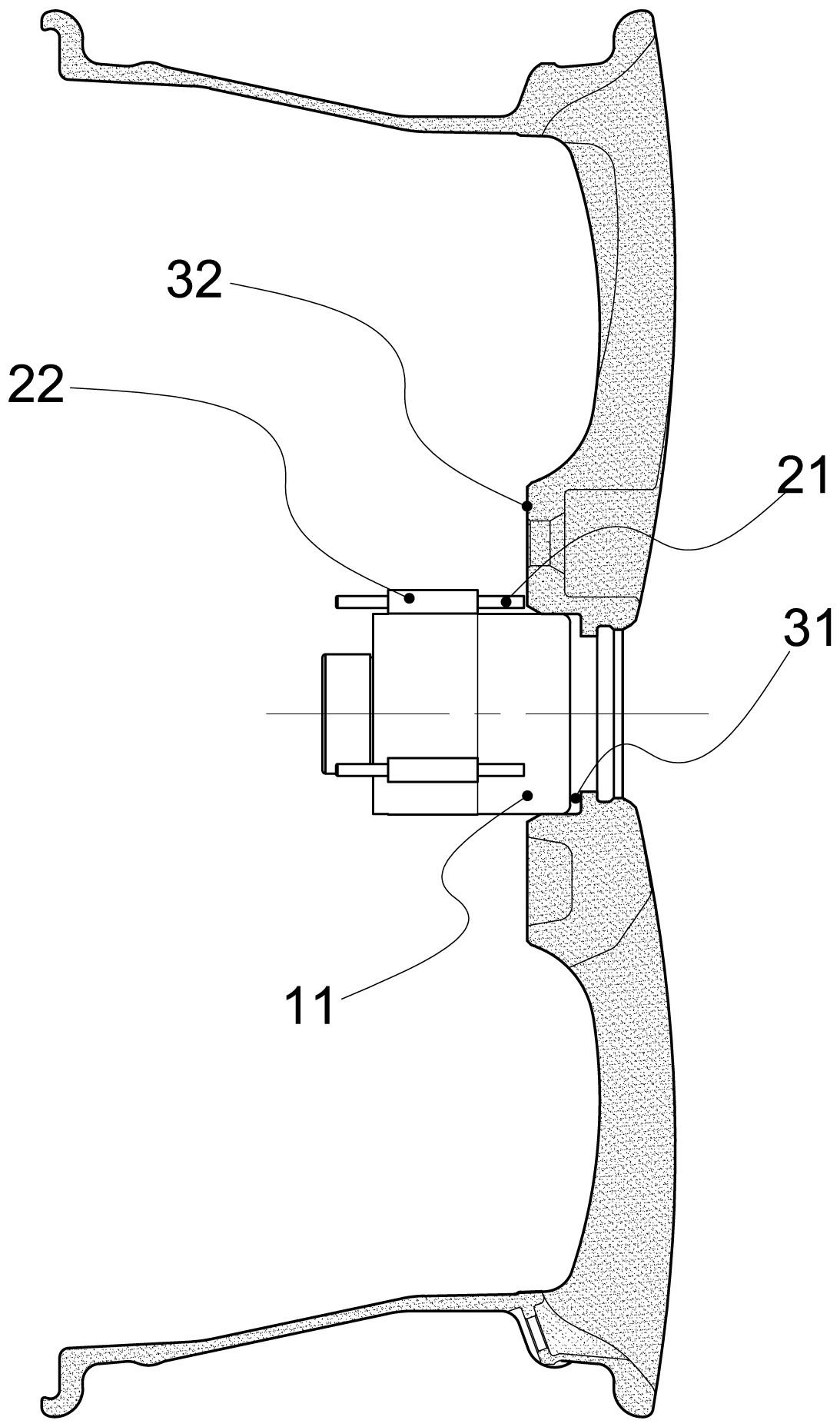
1.一种用于轮毂加工的定位芯轴,包括芯轴本体(10),其特征在于:所述芯轴本体(10)上对应轮毂中心孔(31)设置有定位部(11),芯轴本体(10)上还设置有用于检测芯轴本体(10)与轮毂中心孔(31)定位状态的检测部(20)。
2.根据权利要求1所述的一种用于轮毂加工的定位芯轴,其特征在于:所述检测部(20)包括设置在芯轴本体(10)上的检测柱(21),所述检测柱(21)对应轮毂法兰盘端面(32)沿芯轴本体(10)轴向设置,检测柱(21)电信号连通机床控制系统。
3.根据权利要求2所述的一种用于轮毂加工的定位芯轴,其特征在于:所述检测柱(21)具有沿轴向调节的结构,以适配不同轮型的加工使用。
4.根据权利要求3所述的一种用于轮毂加工的定位芯轴,其特征在于:所述检测柱(21)为具有外螺纹结构的柱体,芯轴本体(10)上设置有固定座(22),所述检测柱(21)与固定座(22)螺纹配合。
5.根据权利要求3所述的一种用于轮毂加工的定位芯轴,其特征在于:所述检测柱(21)连接固定座(22),所述固定座(22)底部设置有工字型滑块,芯轴本体(10)对应所述工字型滑块设置有滑槽(12),所述工字型滑块与滑槽(12)滑动配合,固定座(22)底部设置有紧固顶丝(23)。
6.根据权利要求1所述的一种用于轮毂加工的定位芯轴,其特征在于:所述检测部(20)包括设置在芯轴本体(10)上的电子尺,所述电子尺对应轮毂法兰盘端面(32)设置,电子尺数据通信机床控制系统。
7.根据权利要求6所述的一种用于轮毂加工的定位芯轴,其特征在于:所述电子尺设置有三个以上,多个电子尺沿芯轴本体(10)周向阵列布设。
8.根据权利要求1-7中任一项所述的一种用于轮毂加工的定位芯轴,其特征在于:所述定位部(11)与轮毂中心孔(31)的配合间隙为0.2-0.5mm,定位部(11)的端部开设有圆角。
技术总结
本技术公开了一种用于轮毂加工的定位芯轴,涉及轮毂制造领域,其包括芯轴本体,所述芯轴本体上对应轮毂中心孔设置有定位部,芯轴本体上还设置有用于检测芯轴本体与轮毂中心孔定位状态的检测部,所述检测部包括设置在芯轴本体上的检测柱,所述检测柱对应轮毂法兰盘端面沿芯轴本体轴向设置,检测柱电信号连通机床控制系统。本技术通过在芯轴本体上设置检测部,实现了加工过程中轮毂定位状态的检测,能够及时识别芯轴本体与轮毂中心孔的定位是否有效,避免了在轮毂在定位不良的情况下执行加工作业。同时,便于作业人员及早识别、解决加工过程中的具体问题,从而排除质量隐患,确保轮毂加工质量。
技术研发人员:郭金龙,张殿杰,钱炜麟,黄志强,王鹏坤,刘海智,马腾飞
受保护的技术使用者:秦皇岛兴龙轮毂有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!