一种制动器制动蹄焊接装置的制作方法
本技术涉及焊接装置,具体涉及一种制动器制动蹄焊接装置。
背景技术:
1、电动车以其价格低廉,行驶机动灵活,驾驶技术简单,已越来越广泛的成为人们出行的代步工具;现有载重型的电动车或电动三轮车常用的毂式制动器的制动蹄,常用铁板制成制动焊接组件,在其侧面热压合粘接摩擦材料,制动焊接组件一般情况下将两件单独压制成所需的形状后再进行焊接组合,往往是放置到简易的夹具中,然后人工加焊,凭借焊工师傅经验,劳动强度很大,且质量稳定性得不到保证。
2、为克服上述缺点,通过不断改进得到了如:cn217167051u公开了一种制动系统制动件焊接专用设备,该专用设备的使用提升了产品一致性质量,提高生产效率的同时对焊接工人的水平依赖性也有所降低,对于不同型号、规格的产品可以通过置换不同的夹具进行适应。
3、但是,该设备必须要等到工件焊接完成后,才可将焊好的工件从焊接夹具中取出,然后才可以重新安装新的待焊工件进行焊接操作,取、放工件费时费力,直接影响工作效率。因此,本领域需要一种能够节约取、放工件时间,提高焊接效率的焊接装置。
技术实现思路
1、本申请克服了现有技术中由于制动蹄焊接完才可取出,取出后再放置新的待焊工件进行焊接,其中取、放工件费时费力,影响焊接效率的问题。为了实现上述目的,本申请采用以下技术方案。
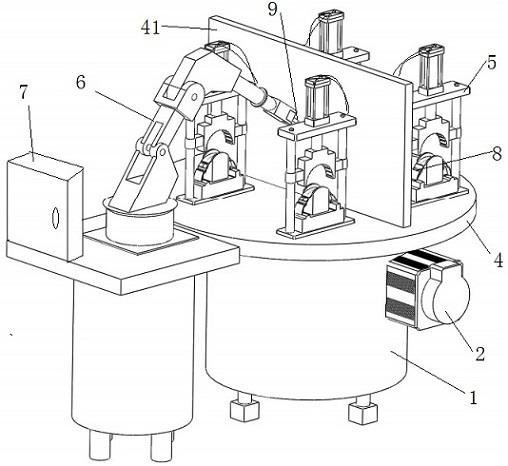
2、本实用新型是一种制动器制动蹄焊接装置,包括底座、设置在底座上的工作台及驱动工作台旋转的驱动组件,所述底座一侧设有焊接机械臂,所述工作台上设有多个焊接夹具组件,所述焊接夹具组件上装夹有待焊工件,所述驱动组件将工作台上的焊接夹具组件和待焊工件驱动至焊接机械臂的工作位置,所述焊接机械臂顶端设有焊枪,所述待焊工件包括分设在制动蹄片两端的方形拔片和定芯轴套及设置在制动蹄片外周的盖片。
3、进一步改进在于:所述驱动组件由驱动电机和分割器组成,所述驱动电机输出端与分割器输入端连接,所述分割器设有输出端与工作台连接并驱动工作台转动。
4、进一步改进在于:所述工作台上设有垂直于工作面的分隔板。
5、进一步改进在于:所述焊接夹具组件包括下固定板、固设在下固定板上的下夹具体和设置在下夹具体两侧的导柱及两所述导柱顶端设有上固定板,所述上固定板上设有驱动上夹具体上下移动的气缸,所述气缸通过气缸顶杆与上夹具体固定连接。
6、进一步改进在于:所述上夹具体两侧对称设有侧耳结构,所述侧耳结构上设有通孔与导柱适配连接,所述上夹具体下方设有上凹的弧形结构适配压合在待焊工件上方。
7、进一步改进在于:所述下夹具体由夹具底座和固设在夹具底座上的夹具限位体组成,所述夹具底座固定在下固定板上,所述夹具底座上还设有第一限位凸块和第二限位凸块分置于夹具限位体两侧、并与待焊工件两端部适配,所述第一限位凸块上与方形拔片适配,所述第二限位凸块上设有与定芯轴套适配的轴套定位槽。
8、进一步改进在于:所述夹具限位体顶部设成上凸弧形面与弧形结构及盖片适配,所述上凸弧形面上开设有凹槽,所述凹槽内开设有与制动蹄片适配的蹄片限位槽。
9、进一步改进在于:所述制动蹄片外周还设有多个径向外延的凸点与盖片上开设的限位通孔对应适配。
10、进一步改进在于:所述焊接机械臂的底座一侧设有控制组件,所述焊接机械臂、驱动组件和焊接夹具组件与控制组件电性连接。
11、采用如上技术方案,本实用新型具有有益效果是:
12、本装置采用在底座上设置工作台和可驱动工作台旋转的驱动装置,在工作台上分布有多个焊接夹具组件,焊接机械臂顶端设有焊枪对其中某待焊工件进行焊接时,可以对其他工位上的焊接夹具组件进行工件的取、放工作,节省了取、放焊接工件及待焊工件的工序时间,使机械臂能够连续焊接不停,提升了工作效率和焊接质量,同时还提高了操作的安全性。
13、且本装置能够通过一次装夹,完成多个零部件的焊接,减少了多件零部件因多工序焊接转换定位装夹带来的误差,从而提升了产品的焊接质量和焊接质量一致性,降低了工件整体焊接生产成本。
14、分隔板的设置起到阻挡作用,有效防止焊接火花及焊渣对操作者的伤害;焊接夹具组件的设置对待焊工件进行有效的定位夹紧,提升了工件的焊接质量。
技术特征:
1.一种制动器制动蹄焊接装置,包括底座(1)、设置在底座(1)上的工作台(4)及驱动工作台(4)旋转的驱动组件(2),其特征在于:所述底座(1)一侧设有焊接机械臂(6),所述工作台(4)上设有多个焊接夹具组件(5),所述焊接夹具组件(5)上装夹有待焊工件(8),所述驱动组件(2)将工作台(4)上的焊接夹具组件(5)和待焊工件(8)驱动至焊接机械臂(6)的工作位置,所述焊接机械臂(6)顶端设有焊枪(9),所述待焊工件(8)包括分设在制动蹄片(81)两端的方形拔片(83)和定芯轴套(82)及设置在制动蹄片(81)外周的盖片(84)。
2.根据权利要求1所述一种制动器制动蹄焊接装置,其特征在于:所述驱动组件(2)由驱动电机(21)和分割器(22)组成,所述驱动电机(21)输出端与分割器(22)输入端连接,所述分割器(22)设有输出端(23)与工作台(4)连接并驱动工作台(4)转动。
3.根据权利要求1所述一种制动器制动蹄焊接装置,其特征在于:所述工作台(4)上设有垂直于工作面的分隔板(41)。
4.根据权利要求1所述一种制动器制动蹄焊接装置,其特征在于:所述焊接夹具组件(5)包括下固定板(51)、固设在下固定板(51)上的下夹具体和设置在下夹具体两侧的导柱(55)及两所述导柱(55)顶端设有上固定板(56),所述上固定板(56)上设有驱动上夹具体(54)上下移动的气缸(57),所述气缸(57)通过气缸顶杆(571)与上夹具体(54)固定连接。
5.根据权利要求4所述一种制动器制动蹄焊接装置,其特征在于:所述上夹具体(54)两侧对称设有侧耳结构(541),所述侧耳结构(541)上设有通孔与导柱(55)适配连接,所述上夹具体(54)下方设有上凹的弧形结构(542)适配压合在待焊工件(8)上方。
6.根据权利要求4所述一种制动器制动蹄焊接装置,其特征在于:所述下夹具体由夹具底座(52)和固设在夹具底座(52)上的夹具限位体(53)组成,所述夹具底座(52)固定在下固定板(51)上,所述夹具底座(52)上还设有第一限位凸块(521)和第二限位凸块(522)分置于夹具限位体(53)两侧、并与待焊工件(8)两端部适配,所述第一限位凸块(521)上与方形拔片(83)适配,所述第二限位凸块(522)上设有与定芯轴套(82)适配的轴套定位槽(523)。
7.根据权利要求6所述一种制动器制动蹄焊接装置,其特征在于:所述夹具限位体(53)顶部设成上凸弧形面与弧形结构(542)及盖片(84)适配,所述上凸弧形面上开设有凹槽(531),所述凹槽(531)内开设有与制动蹄片(81)适配的蹄片限位槽(532)。
8.根据权利要求1所述一种制动器制动蹄焊接装置,其特征在于:所述制动蹄片(81)外周还设有多个径向外延的凸点(811)与盖片(84)上开设的限位通孔(841)对应适配。
9.根据权利要求1所述一种制动器制动蹄焊接装置,其特征在于:所述焊接机械臂(6)的底座一侧设有控制组件(7),所述焊接机械臂(6)、驱动组件(2)和焊接夹具组件(5)与控制组件(7)电性连接。
技术总结
本技术涉及焊接装置技术领域,公开了一种制动器制动蹄焊接装置,包括底座、设置在底座上的工作台及驱动工作台旋转的驱动组件,底座一侧设有焊接机械臂,工作台上设有多个焊接夹具组件,焊接夹具组件上装夹有待焊工件,驱动组件将工作台上的焊接夹具组件和待焊工件驱动至焊接机械臂的工作位置,焊接机械臂顶端设有焊枪对待焊工件进行多方位焊接操作。克服了现有技术中由于制动蹄焊接完才可取出,取出后再放置新的待焊工件进行焊接,其中取、放工件费时费力,影响焊接效率的问题。
技术研发人员:杨帆,鲁鱼鳞,尹步燕,李广洋,刘健,杨兰红
受保护的技术使用者:泰州市扬帆车件有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!