一种直管焊缝定位装置的制作方法
本技术涉及工装夹具,具体为一种直管焊缝定位装置。
背景技术:
1、目前,随着国内化工行业发展速度越来越快,工业管道施工要求工厂化预制的比例也随之提高。其中,
2、其通常包括多根车用空调管,其中同轴管直管上焊接法兰数量较多,并且为一次性焊接多个法兰,法兰焊接完成后需要对法兰焊接位置等进行检测,以降低后续工序的废品率,实现效益最大化。
3、但是,现有的焊缝检测过程中,固定夹具结构较为复杂,不便于生产,不能快速完成对不同直径的直管进行安装和拆卸,影响检测的速率与效果;并且直管的长短规格不一,还需考虑检具的通用性问题。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种结构简单、功能完善、自动化程度高、高稳定性、提高检测效率的直管焊缝定位装置。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种直管焊缝定位装置,包括:
4、底板,
5、驱动组件,其滑动设置在底板上,所述驱动组件的一端连接有用于抵触在直管类工件的一端上的第一夹持件,该驱动组件用于驱动直管类工件围绕第一夹持件的轴线进行转动;
6、伸缩机构,其设置在底板上,所述伸缩机构的伸缩端与驱动组件相连接,该伸缩机构用于驱动驱动组件沿底板的长度方向移动;以及
7、夹持组件,其可拆卸连接在底板上,且夹持组件设在底板上设置的第一位置和第二位置之间的任意位置;所述夹持组件设置的夹持部抵触在直管类工件的另一端,该夹持组件用于与驱动组件连接的第一夹持件相配合将直管类工件沿底板的长度方向进行夹持。
8、更进一步的,所述驱动组件包括支撑架、驱动电机以及第一夹持件,所述底板沿其长度方向设置有导轨结构,且支撑架连接在导轨结构设置的滑块上;所述驱动电机固定连接在支撑架上,所述第一夹持件通过轴承转动连接在支撑架上,并且第一夹持件的一端通过联轴器与驱动电机的输出轴相连接。
9、更进一步的,所述支撑架与伸缩机构的伸缩端相连,且伸缩机构位于驱动组件远离直管类工件的一侧;该伸缩机构用于控制支撑架沿底板的长度方向左右移动。
10、更进一步的,所述驱动组件靠近直管类工件的一侧设置有导向件,所述第一夹持件的另一端穿置在导向件内,所述导向件通过轴承转动设置在底板设置的支架内;该导向件用于在驱动组件左右移动的过程中将第一夹持件始终活动约束在同一水平高度上。
11、更进一步的,所述导向件为呈中空的管状结构,所述第一夹持件的另一端穿置在导向件设置的通孔内,所述导向件的内壁沿其长度方向设置有多个导向条,所述第一夹持件其另一端的侧面上设有与导向条相适配的导向槽。
12、更进一步的,所述夹持组件包括连接块、固定架以及第二夹持件,所述连接块可拆卸连接在底板上,所述固定架设置在连接块上,所述第二夹持件转动连接在固定架上,且第二夹持件与第一夹持件同轴设置;该第二夹持件用于与第一夹持件相配合将直管类工件沿底板的长度方向进行夹持。
13、更进一步的,所述固定架通过轴承转动连接有轴套,所述第二夹持件的一端嵌套在轴套的过孔内,所述第二夹持件的另一端抵触在直管类工件的另一端。
14、更进一步的,所述底板上开设有多个连接孔,所述连接孔为腰形孔,且连接孔的长度方向与底板的长度方向相同;所述连接块通过连接孔内穿置的螺栓与底板相连接,且连接块位于底板上设置的第一位置和第二位置之间的任意位置。
15、更进一步的,还包括导轨结构与伸缩机构,所述伸缩机构与导轨结构均设置在连接块上,所述导轨结构沿底板的长度方向设置,且伸缩机构位于导轨结构远离直管类工件的一侧;所述固定架连接在导轨结构设置的滑块上,所述固定架与伸缩机构的伸缩端相连,该伸缩机构用于驱动固定架沿底板的长度方向左右移动。
16、更进一步的,还包括支撑机构,两个所述支撑机构分别设置在底板与连接块上,且支撑机构均位于所述直管类工件的正下方,该支撑机构用于径向支撑直管类工件;
17、其中,支撑机构包括固定块与调节块,所述固定块固定连接在底板或者连接块上,所述调节块开设有多个呈腰型的调节孔,且调节孔的长度方向与固定块的高度方向相同;所述调节块通过调节孔内穿置的螺栓连接在固定块上,所述调节块远离底板的一侧开设有支撑槽,该支撑槽用于径向支撑直管类工件。
18、采用上述的技术方案,本实用新型与现有技术相比,其具有的有益效果是:
19、本方案公开的直管焊缝定位装置,利用驱动组件与夹持组件将待检测的直管类工件沿底板的长度方向进行夹持,并且通过驱动组件驱动直管类工件围绕第一夹持件的轴线进行转动;可根据直管类工件的特性,针对工件刚度等问题进行自动调整,调整直管焊缝定位装置的夹持力度;驱动组件将焊缝转动至检测区域,方便进行直管类工件位置的调节,从而降低了直管类工件其焊缝的检测难度,具有较强的实用性;并且能够节约人工、提升工作效率、降低人员技术要求。
技术特征:
1.一种直管焊缝定位装置,其特征在于,包括:
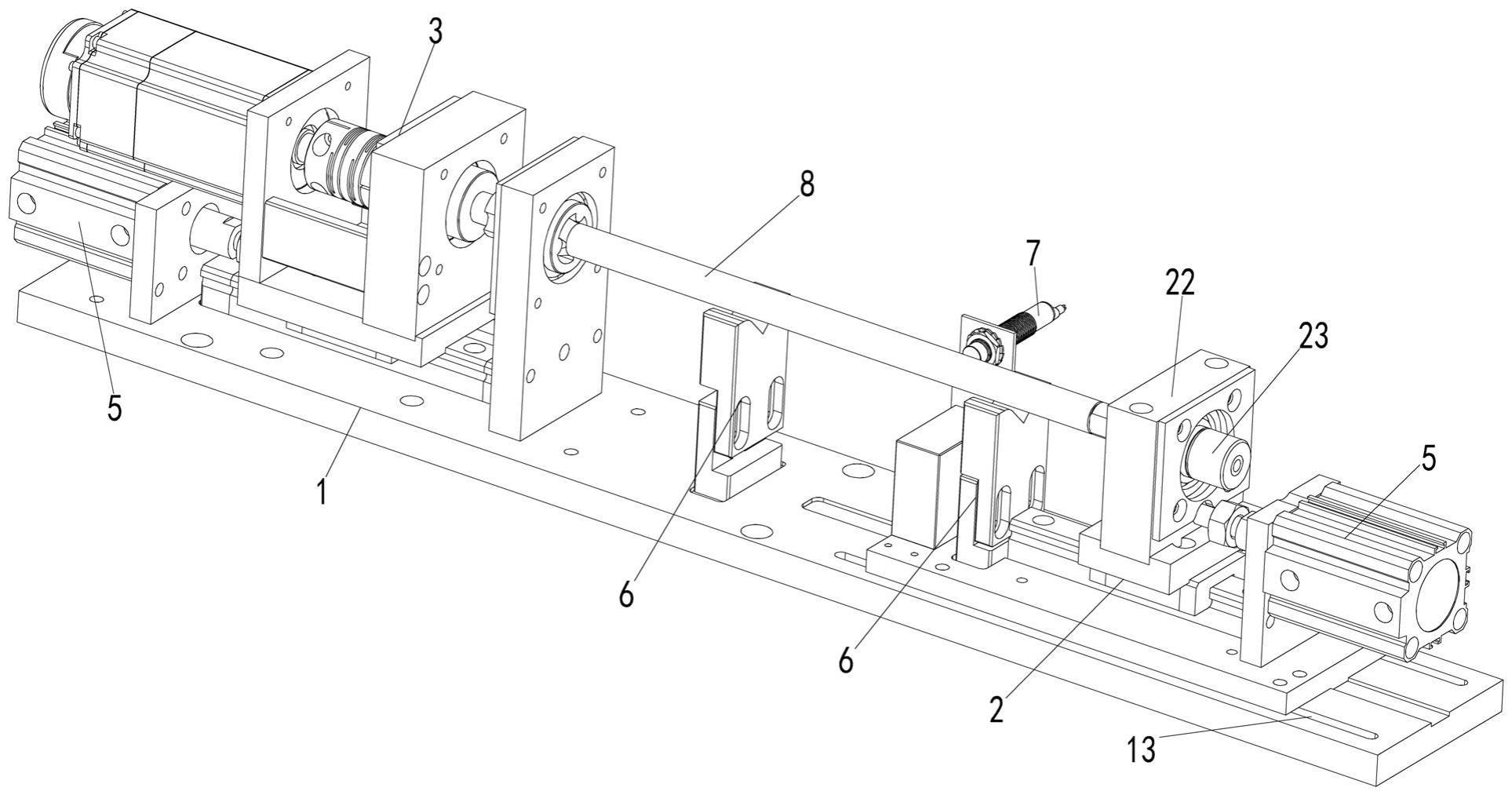
2.根据权利要求1所述的一种直管焊缝定位装置,其特征在于:所述驱动组件(3)包括支撑架(33)、驱动电机(31)以及第一夹持件(34),所述底板(1)沿其长度方向设置有导轨结构,且支撑架(33)连接在导轨结构设置的滑块(11)上;所述驱动电机(31)固定连接在支撑架(33)上,所述第一夹持件(34)通过轴承转动连接在支撑架(33)上,并且第一夹持件(34)的一端通过联轴器(32)与驱动电机(31)的输出轴相连接。
3.根据权利要求2所述的一种直管焊缝定位装置,其特征在于:所述支撑架(33)与伸缩机构(5)的伸缩端相连,且伸缩机构(5)位于驱动组件(3)远离直管类工件(8)的一侧;该伸缩机构(5)用于控制支撑架(33)沿底板(1)的长度方向左右移动。
4.根据权利要求3所述的一种直管焊缝定位装置,其特征在于:所述驱动组件(3)靠近直管类工件(8)的一侧设置有导向件(42),所述第一夹持件(34)的另一端穿置在导向件(42)内,所述导向件(42)通过轴承转动设置在底板(1)设置的支架(41)内;该导向件(42)用于在驱动组件(3)左右移动的过程中将第一夹持件(34)始终活动约束在同一水平高度上。
5.根据权利要求4所述的一种直管焊缝定位装置,其特征在于:所述导向件(42)为呈中空的管状结构,所述第一夹持件(34)的另一端穿置在导向件(42)设置的通孔内,所述导向件(42)的内壁沿其长度方向设置有多个导向条(43),所述第一夹持件(34)其另一端的侧面上设有与导向条(43)相适配的导向槽(35)。
6.根据权利要求1所述的一种直管焊缝定位装置,其特征在于:所述夹持组件(2)包括连接块(21)、固定架(22)以及第二夹持件(24),所述连接块(21)可拆卸连接在底板(1)上,所述固定架(22)设置在连接块(21)上,所述第二夹持件(24)转动连接在固定架(22)上,且第二夹持件(24)与第一夹持件(34)同轴设置;该第二夹持件(24)用于与第一夹持件(34)相配合将直管类工件(8)沿底板(1)的长度方向进行夹持。
7.根据权利要求6所述的一种直管焊缝定位装置,其特征在于:所述固定架(22)通过轴承转动连接有轴套(23),所述第二夹持件(24)的一端嵌套在轴套(23)的过孔内,所述第二夹持件(24)的另一端抵触在直管类工件(8)的另一端。
8.根据权利要求6所述的一种直管焊缝定位装置,其特征在于:所述底板(1)上开设有多个连接孔(13),所述连接孔(13)为腰形孔,且连接孔(13)的长度方向与底板(1)的长度方向相同;所述连接块(21)通过连接孔(13)内穿置的螺栓与底板(1)相连接,且连接块(21)位于底板(1)上设置的第一位置和第二位置之间的任意位置。
9.根据权利要求6所述的一种直管焊缝定位装置,其特征在于:还包括导轨结构与伸缩机构(5),所述伸缩机构(5)与导轨结构均设置在连接块(21)上,所述导轨结构沿底板(1)的长度方向设置,且伸缩机构(5)位于导轨结构远离直管类工件(8)的一侧;所述固定架(22)连接在导轨结构设置的滑块(11)上,所述固定架(22)与伸缩机构(5)的伸缩端相连,该伸缩机构(5)用于用于驱动固定架(22)沿底板(1)的长度方向左右移动。
10.根据权利要求1所述的一种直管焊缝定位装置,其特征在于:还包括支撑机构(6),两个所述支撑机构(6)分别设置在底板(1)与连接块(21)上,且支撑机构(6)均位于所述直管类工件(8)的正下方,该支撑机构(6)用于径向支撑直管类工件(8);
技术总结
本技术公开了一种直管焊缝定位装置,驱动组件滑动设置在底板上,驱动组件的一端连接有第一夹持件;伸缩机构设置在在底板上,伸缩机构的伸缩端与驱动组件相连接;夹持组件可拆卸连接在底板上,且夹持组件设在底板上设置的第一位置和第二位置之间的任意位置;夹持组件设置的夹持部抵触在直管类工件的另一端;本方案利用驱动组件与夹持组件将待检测的直管类工件沿底板的长度方向进行夹持,可根据直管类工件的特性,调整直管焊缝定位装置的夹持力度;驱动组件将焊缝转动至检测区域,方便进行直管类工件位置的调节,从而降低了直管类工件其焊缝的检测难度,具有较强的实用性;并且能够节约人工、提升工作效率、降低人员技术要求。
技术研发人员:施冬南,江祥辉,康涵生
受保护的技术使用者:高斯康实业有限公司
技术研发日:20230607
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!