门框铰链孔冲压成型装置的制作方法
本技术涉及防盗门窗,特别是门框铰链孔一次冲压成型的门框铰链孔冲压成型装置。
背景技术:
1、随着防盗门窗行业的快速发展,生产工艺和技术水平的显著提高,生产厂家不断设计出具有更好的装饰效果和更多使用功能的防盗门窗,在保证质量的条件下生产工艺不断优化,不仅提高了生产效率,而且缩短了工期,降低了成本。在门框生产过程中门框折弯成型后还需要冲压铰链孔及铰链凹槽,在此过程中存在以下问题:一是工序繁琐,目前的生产工艺,冲孔和成型不能一次完成,需孔冲一次,成型冲一次,效率低下,设备及人工成本高。二是容错率低,两道工序分开加工,不能保证冲孔和成型位置的一致性,如果需要调整靠山,还容易因两次靠山调整偏差大而造成工件报废。三是加工时门框平放在模具上,这样成型出来铰链档下方会有鼓包变形,影响产品质量。针对上述问题,许多生产厂家和有识之士进行了开发和研究,至今尚未有较为理想的解决方案。
技术实现思路
1、为克服现有技术上存在的上述问题,本实用新型的目的是提供一种结构简单合理、加工位置调节方便、稳定性和通用性好、工作效率高、冲孔成型一次完成的门框铰链孔冲压成型装置。
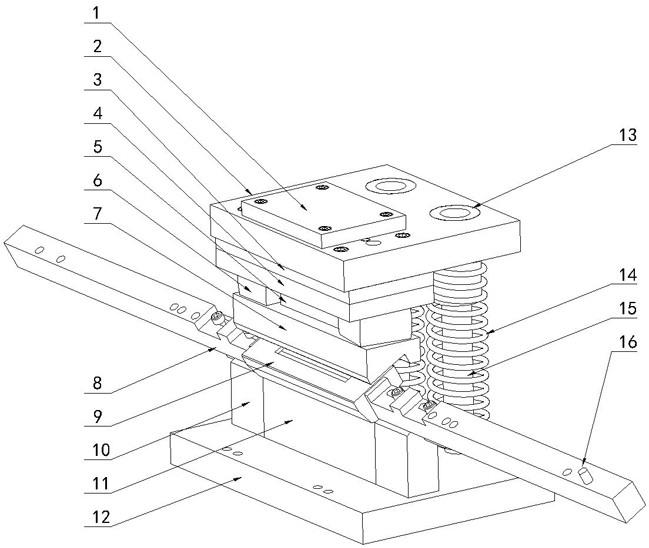
2、本实用新型解决上述技术问题所采用的技术方案,它包括夹紧机构、成型机构、预紧机构、复位机构,其特征是:所述的夹紧机构包括上模板、顶料板、固定板、下牛筋垫、打料板、凹模、下模垫、下模板,顶料板和固定板与上模板固接,打料板可轴向移动地连接在上模板上,下牛筋垫设置在固定板与打料板之间,凹模和下模垫与下模板固接;所述的成型机构包括成型冲头、冲针、凹模镶块,成型冲头可轴向移动地连接在上模板上并滑动设置在打料板上,冲针可轴向移动地设置在成型冲头上并连接在固定板上,凹模镶块安装在凹模上并与成型冲头和冲针相配合。
3、本实用新型的进一步方案,所述的预紧机构包括盖板、上牛筋垫、上垫板、活动销,所述的上牛筋垫和上垫板通过盖板安装在上模板上,活动销可轴向移动地设置在顶料板和固定板上,活动销的上端与上垫板配合,下端与成型冲头配合。
4、本实用新型的进一步方案,所述的复位机构包括导套、复位弹簧、导柱,导套固定在上模板上,导柱固定在下模板上并与导套滑动配合,复位弹簧设置在上模板与下模板之间的导柱上。
5、本实用新型的进一步方案,所述的下模板上设有定位机构,所述的定位机构包括固定连接在下模板上的靠山座、靠山杆、定位柱,靠山杆通过靠山连接件固定连接在靠山座上,靠山杆上设有多个靠山调节孔,定位柱对应固定在靠山调节孔上。
6、本实用新型的进一步方案,所述的打料板和凹模上设有使门框工件倾斜摆放25至35度的倾斜面,成型冲头上设有冲压凸筋,凹模上设有与冲压凸筋相配合的成型槽。
7、采用上述结构后,与现有技术相比有如下优点和效果:一是由于本装置将冲孔结构和成型结构有机结合在一起,在冲孔的同时进行成型,解决了分步加工导致的效率低、误差大、报废率高的问题。二是在门框工件冲孔成型时通过自身重力贴合在凹模上,并通过定位机构精准定位,由夹紧机构夹紧固定,冲孔成型稳定可靠,从而解决了误差大的问题。三是将铰链档倾斜摆放30度成型,将加工成型时多余的材料拉伸到凸筋的位置,不仅解决门框工件平放加工时出现的鼓包变形问题,而且门框工件上的冲压凸筋还可以起到加强作用,解决门框工件变形的问题。
技术特征:
1.一种门框铰链孔冲压成型装置,包括夹紧机构、成型机构、预紧机构、复位机构,其特征是:所述的夹紧机构包括上模板(2)、顶料板(3)、固定板(4)、下牛筋垫(6)、打料板(7)、凹模(9)、下模垫(11)、下模板(12),顶料板(3)和固定板(4)与上模板(2)固接,打料板(7)可轴向移动地连接在上模板(2)上,下牛筋垫(6)设置在固定板(4)与打料板(7)之间,凹模(9)和下模垫(11)与下模板(12)固接;所述的成型机构包括成型冲头(5)、冲针(19)、凹模镶块(21),成型冲头(5)可轴向移动地连接在上模板(2)上并滑动设置在打料板(7)上,冲针(19)可轴向移动地设置在成型冲头(5)上并连接在固定板(4)上,凹模镶块(21)安装在凹模(9)上并与成型冲头(5)和冲针(19)相配合。
2.根据权利要求1所述的门框铰链孔冲压成型装置,其特征是:所述的预紧机构包括盖板(1)、上牛筋垫(17)、上垫板(18)、活动销(22),所述的上牛筋垫(17)和上垫板(18)通过盖板(1)安装在上模板(2)上,活动销(22)可轴向移动地设置在顶料板(3)和固定板(4)上,活动销(22)的上端与上垫板(18)配合,下端与成型冲头(5)配合。
3.根据权利要求1所述的门框铰链孔冲压成型装置,其特征是:所述的复位机构包括导套(13)、复位弹簧(14)、导柱(15),导套(13)固定在上模板(2)上,导柱(15)固定在下模板(12)上并与导套(13)滑动配合,复位弹簧(14)设置在上模板(2)与下模板(12)之间的导柱(15)上。
4.根据权利要求1或2或3所述的门框铰链孔冲压成型装置,其特征是:所述的下模板(12)上设有定位机构,所述的定位机构包括固定连接在下模板(12)上的靠山座(10)、靠山杆(8)、定位柱(16),靠山杆(8)通过靠山连接件(20)固定连接在靠山座(10)上,靠山杆(8)上设有多个靠山调节孔,定位柱(16)对应固定在靠山调节孔上。
5.根据权利要求4所述的门框铰链孔冲压成型装置,其特征是:所述的打料板(7)和凹模(9)上设有使门框工件(25)倾斜摆放25至35度的倾斜面,成型冲头(5)上设有冲压凸筋(23),凹模(9)上设有与冲压凸筋(23)相配合的成型槽(24)。
技术总结
本技术公开了一种门框铰链孔冲压成型装置,包括夹紧机构、成型机构、预紧机构、复位机构,所述的夹紧机构包括上模板、顶料板、固定板、下牛筋垫、打料板、凹模、下模垫、下模板,顶料板和固定板与上模板固接,打料板连接在上模板上,下牛筋垫设置在固定板与打料板之间,凹模和下模垫与下模板固接;所述的成型机构包括成型冲头、冲针、凹模镶块,成型冲头连接在上模板上并滑动设置在打料板上,冲针设置在成型冲头上并连接在固定板上,凹模镶块安装在凹模上并与成型冲头和冲针相配合。采用上述结构后,具有结构简单合理、加工位置调节方便、稳定性和通用性好、工作效率高、冲孔成型一次完成等优点。
技术研发人员:孔建华,樊波兵
受保护的技术使用者:步阳集团有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!