不锈钢焊管防止高低焊辅助装置的制作方法
本技术涉及不锈钢焊管,具体为不锈钢焊管防止高低焊辅助装置。
背景技术:
1、众所周知,不锈钢焊管,简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备用管、装饰管、中低压流体管等方面代替了无缝钢管。
2、现有的不锈钢焊管在生产中发现,不锈钢焊管在焊接时,焊缝处容易高低不平,影响焊缝质量,从而导致焊缝断裂,降低了工作效率,从而导致实用性较差。
3、为此,我们提出不锈钢焊管防止高低焊辅助装置。
技术实现思路
1、本实用新型的目的在于提供不锈钢焊管防止高低焊辅助装置,以解决上述背景技术中提出的问题。
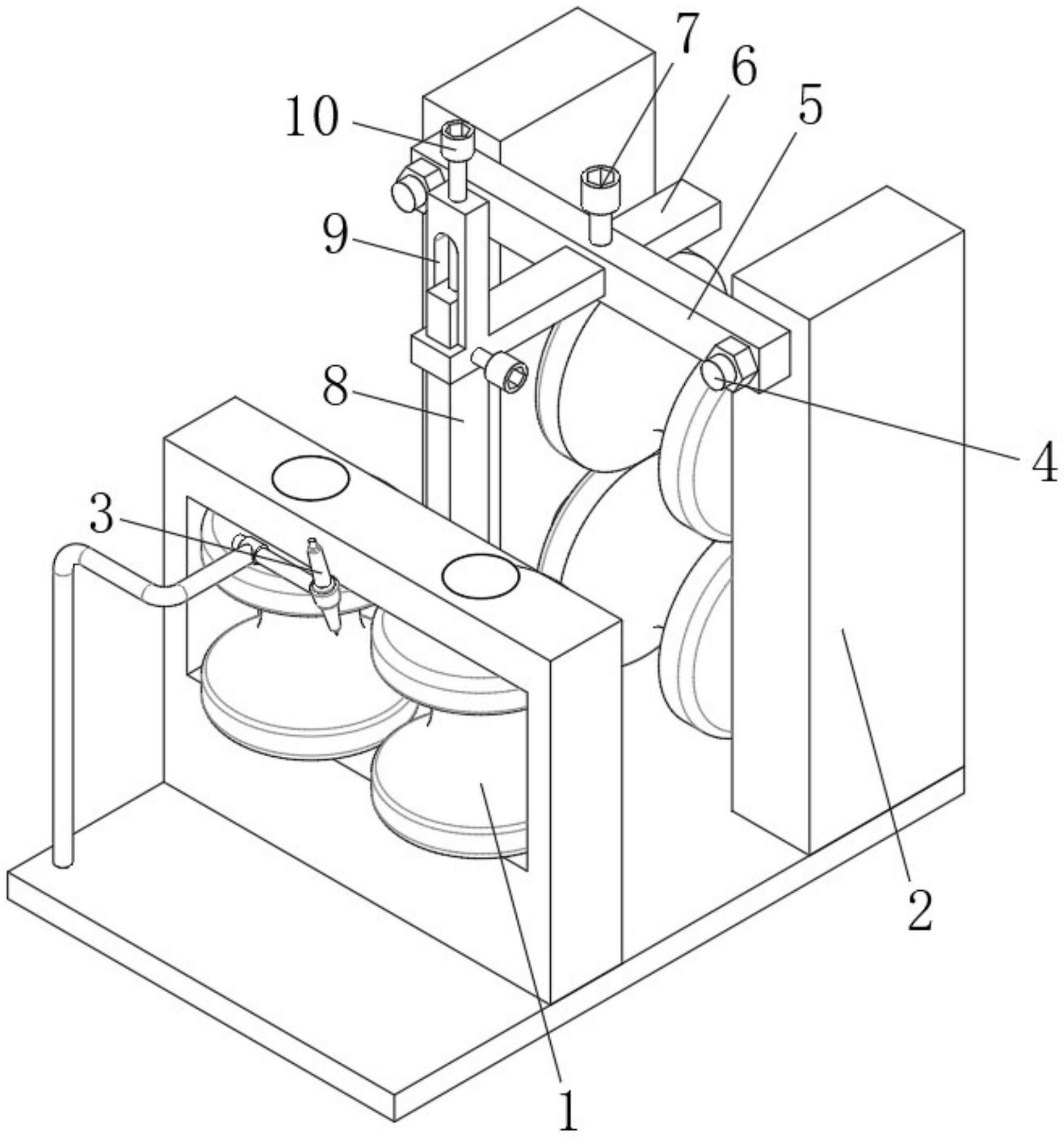
2、为实现上述目的,本实用新型提供如下技术方案:不锈钢焊管防止高低焊辅助装置,包括自动制管机,所述自动制管机的顶部设置有牌房,所述自动制管机的顶部设置有位于牌房一侧的焊机,所述牌房靠近焊接的一侧一体设置有紧固螺丝,所述牌房通过紧固螺丝固定安装有压平工装横梁,所述压平工装横梁的中部贯穿滑动连接有前后调节横梁,所述压平工装横梁顶部的中部贯穿螺纹连接有第一紧固螺杆。
3、可选的,所述第一紧固螺杆的底部与前后调节横梁的顶部抵紧接触,所述前后调节横梁一端的顶部一体连接有支架,所述支架的顶部贯穿螺纹连接有升降螺杆,所述升降螺杆的底部转动连接有升降竖杆,所述升降竖杆与前后调节横梁贯穿滑动连接,所述前后调节横梁的一侧贯穿螺纹连接有第二紧固螺杆。
4、可选的,所述第二紧固螺杆的一端与升降竖杆的一侧抵紧接触,所述升降竖杆的底部转动连接有压平轴承,所述压平轴承的底部低于升降竖杆的底部,所述支架为倒置的u型。
5、可选的,所述压平工装横梁以及前后调节横梁为水平设置,所述前后调节横梁与压平工装横梁垂直设置。
6、可选的,所述升降竖杆与前后调节横梁垂直设置,所述升降竖杆的长度小于压平工装横梁至牌房底部的距离。
7、可选的,所述第一紧固螺杆以及第二紧固螺杆的一端设置有防滑垫,所述第一紧固螺杆、第二紧固螺杆以及升降螺杆的另一端一体设置有内六角螺母。
8、可选的,所述升降螺杆的长度大于支架下方开口的长度。
9、与现有技术相比,本实用新型的有益效果是:
10、该不锈钢焊管防止高低焊辅助装置,通过设置压平工装横梁与前后调节横梁,通过前后调节横梁调节压平轴承的前后位置,并通过转动升降螺杆调节升降竖杆的高度,进而调节压平轴承的高度,调节结束后通过转动第一紧固螺杆以及第二紧固螺杆进行固定,使得轴承直接压在钢带两边缘上,以保证焊接面是平整的,再通过焊机进行焊接。
技术特征:
1.不锈钢焊管防止高低焊辅助装置,包括自动制管机(1),其特征在于,所述自动制管机(1)的顶部设置有牌房(2),所述自动制管机(1)的顶部设置有位于牌房(2)一侧的焊机(3),所述牌房(2)靠近焊接的一侧一体设置有紧固螺丝(4),所述牌房(2)通过紧固螺丝(4)固定安装有压平工装横梁(5),所述压平工装横梁(5)的中部贯穿滑动连接有前后调节横梁(6),所述压平工装横梁(5)顶部的中部贯穿螺纹连接有第一紧固螺杆(7)。
2.根据权利要求1所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述第一紧固螺杆(7)的底部与前后调节横梁(6)的顶部抵紧接触,所述前后调节横梁(6)一端的顶部一体连接有支架(9),所述支架(9)的顶部贯穿螺纹连接有升降螺杆(10),所述升降螺杆(10)的底部转动连接有升降竖杆(8),所述升降竖杆(8)与前后调节横梁(6)贯穿滑动连接,所述前后调节横梁(6)的一侧贯穿螺纹连接有第二紧固螺杆(11)。
3.根据权利要求2所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述第二紧固螺杆(11)的一端与升降竖杆(8)的一侧抵紧接触,所述升降竖杆(8)的底部转动连接有压平轴承(12),所述压平轴承(12)的底部低于升降竖杆(8)的底部,所述支架(9)为倒置的u型。
4.根据权利要求1所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述压平工装横梁(5)以及前后调节横梁(6)为水平设置,所述前后调节横梁(6)与压平工装横梁(5)垂直设置。
5.根据权利要求3所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述升降竖杆(8)与前后调节横梁(6)垂直设置,所述升降竖杆(8)的长度小于压平工装横梁(5)至牌房(2)底部的距离。
6.根据权利要求3所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述第一紧固螺杆(7)以及第二紧固螺杆(11)的一端设置有防滑垫,所述第一紧固螺杆(7)、第二紧固螺杆(11)以及升降螺杆(10)的另一端一体设置有内六角螺母。
7.根据权利要求3所述的不锈钢焊管防止高低焊辅助装置,其特征在于,所述升降螺杆(10)的长度大于支架(9)下方开口的长度。
技术总结
本技术公开了不锈钢焊管防止高低焊辅助装置,包括自动制管机,所述自动制管机的顶部设置有牌房,所述自动制管机的顶部设置有位于牌房一侧的焊机,所述牌房靠近焊接的一侧一体设置有紧固螺丝,所述牌房通过紧固螺丝固定安装有压平工装横梁,所述压平工装横梁的中部贯穿滑动连接有前后调节横梁,所述压平工装横梁顶部的中部贯穿螺纹连接有第一紧固螺杆。通过调节压平轴承的前后位置与高度,使得轴承直接压在钢带两边缘上,以保证焊接面是平整的,再通过焊机进行焊接。
技术研发人员:韩海东
受保护的技术使用者:宁波百德满不锈钢有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!