适用于风机叶片主梁材料切割的圆锯片的制作方法
本技术涉及切割设备,尤其涉及一种适用于风机叶片主梁材料切割的圆锯片。
背景技术:
1、风机退役后,大多数机组的部件基本可回收,其中风电叶片主要由玻璃纤维或碳纤维、环氧树脂、巴沙木等构成,纤维增强复合材料构成了风电叶片的骨架(主梁材料),力学强度高、防水、耐磨、耐腐蚀、耐久性好,叶片完成整个使用寿命周期,退役后的叶片仍保持其初始力学性能的95%(平行于玻纤布方向静曲强度约为1000mpa),力学强度远高于木材等材料,因此退役风电叶片主梁材料仍具有非常高的应用价值,应将其应用于可充分发挥其残余性能的场合及产品。
2、对于退役风电叶片的处理方法有焚烧、热解、裂解、定向解聚、粉碎和破切后再利用等方式。粉碎、切割的物理加工方法可行性较高,二次污染较少,但是,叶片主梁材料强度高,具纤维特性,各向异性且厚度不均。从目前切割技术来看,多使用无齿锯和金刚石薄砂轮进行切割,其切削原理是“磨削”而非“切削”,每齿切削量小,能耗大,发热量高。这就造成刀具寿命短(100m左右),效率极低(小于1m/min),砂轮易破碎造成危险,容易夹锯,只适用于小规模手工切割,危险系数高等问题,不适合工业化生产。
技术实现思路
1、本实用新型提供一种适用于风机叶片主梁材料切割的圆锯片,用以解决现有切割技术中针对风机叶片主梁材料无法进行高效切割的缺陷,实现对风机叶片主梁材料的直线锯切,提升锯片使用寿命,降低锯切成本,并能适用于工业化生产。
2、本实用新型提供一种适用于风机叶片主梁材料切割的圆锯片,由锯片本体和设置于所述锯片本体上的锯齿组成,所述锯齿包括:
3、齿座,设置于所述锯片本体上并与所述锯片本体一体化成型;
4、齿基,固定于所述齿座上,所述齿基朝向所述锯齿的锯切方向设置有安装面;
5、刀齿,安装于所述齿基的所述安装面上;
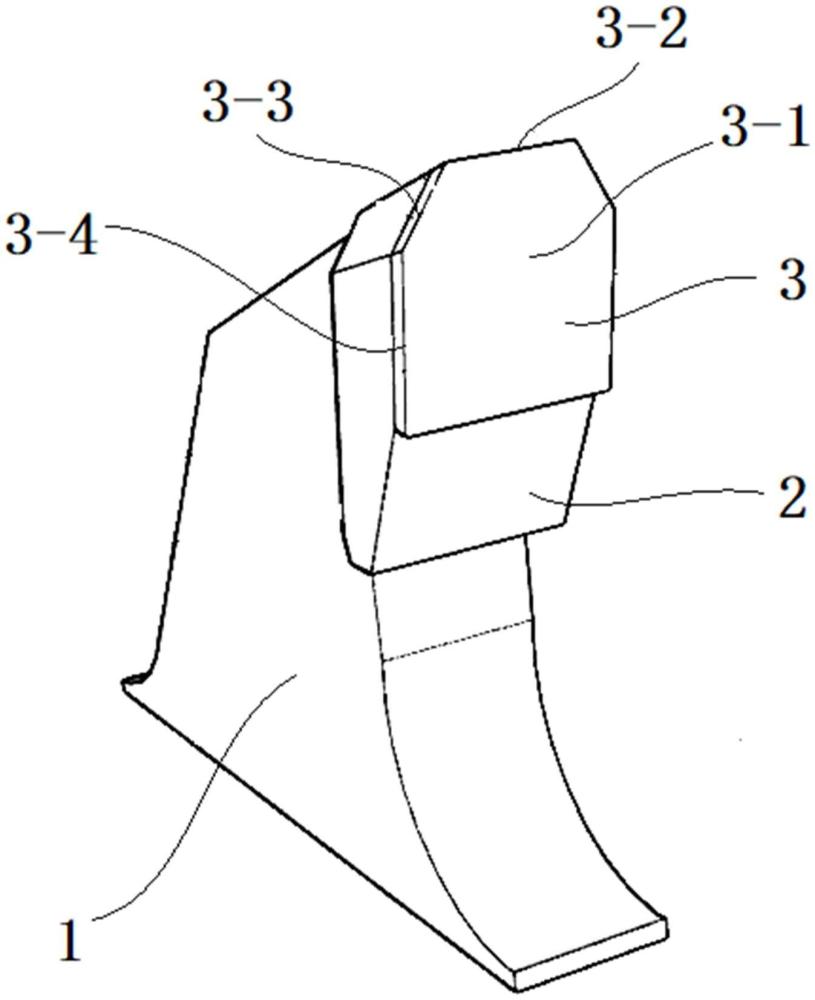
6、所述刀齿朝向所述锯齿的锯切方向的面为前刀面,所述前刀面远离所述锯片本体的部位为梯形刀面,且所述梯形刀面的上底远离所述锯片本体,所述梯形刀面的下底靠近所述锯片本体;
7、所述梯形刀面的上底形成所述刀齿的主刃,所述梯形刀面的腰形成所述刀齿的副刃,所述前刀面靠近所述锯片本体的部位的侧边形成所述刀齿的侧刃。
8、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述前刀面倾斜设置,且所述前刀面远离所述锯片本体的部位超前于所述前刀面靠近所述锯片本体的部位,所述前刀面的倾斜角为主刃前角,所述主刃前角角度为40°。
9、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述刀齿的厚度方向所包含的面为后刀面,所述后刀面包括主刃后刀面、副刃后刀面和侧刃后刀面,所述主刃后刀面与所述前刀面相交的边为所述主刃,所述副刃后刀面与所述前刀面相交的边为所述副刃,所述侧刃后刀面与所述前刀面相交的边为所述侧刃;
10、所述主刃后刀面、所述副刃后刀面和所述侧刃后刀面均为斜面,且与所述前刀面的夹角均小于90°。
11、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述主刃后刀面的斜面倾角为主刃后角,所述主刃后角的角度为10°;所述副刃后刀面的斜面倾角为副刃后角,所述侧刃后刀面的斜面倾角为侧刃后角,所述副刃后角和所述侧刃后角的角度为5°。
12、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述齿座的宽度为3.8mm,所述刀齿的宽度为4.8mm。
13、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述主刃和所述副刃的夹角范围为135°或150°,
14、和/或,
15、所述副刃的高度为2mm。
16、根据本实用新型提供的适用于风机叶片主梁材料切割的圆锯片,所述锯齿包括交替布置在所述锯片本体外周的第一锯齿和第二锯齿,所述第一锯齿的所述主刃和所述副刃的夹角为135°,所述第二锯齿的所述主刃和所述副刃的夹角为150°。
17、本实用新型提供的一种适用于风机叶片主梁材料切割的圆锯片,在刀齿上同时形成主刃、副刃和侧刃,通过主刃和副刃形成的夹角的设置,以及刀齿齿宽和主刃前角的角度调整,实现锯齿的高效切割能力,提升使用寿命,降低锯切成本,解决现有切割技术中针对风机叶片主梁材料无法进行高效切割的缺陷,实现对风机叶片主梁材料的直线锯切,提升锯片使用寿命,降低锯切成本,并能适用于工业化生产。
技术特征:
1.一种适用于风机叶片主梁材料切割的圆锯片,由锯片本体(4)和设置于所述锯片本体(4)上的锯齿(5)组成,其特征在于,所述锯齿(5)包括:
2.根据权利要求1所述的适用于风机叶片主梁材料切割的圆锯片,其特征在于,所述前刀面(3-1)倾斜设置,且所述前刀面(3-1)远离所述锯片本体(4)的部位超前于所述前刀面(3-1)靠近所述锯片本体(4)的部位,所述前刀面(3-1)的倾斜角为主刃前角,所述主刃前角为40°。
3.根据权利要求2所述的适用于风机叶片主梁材料切割的圆锯片,其特征在于,所述刀齿(3)的厚度方向所包含的面为后刀面,所述后刀面包括主刃后刀面(3-5)、副刃后刀面(3-6)和侧刃后刀面(3-7),所述主刃后刀面(3-5)与所述前刀面(3-1)相交的边为所述主刃(3-2),所述副刃后刀面(3-6)与所述前刀面(3-1)相交的边为所述副刃(3-3),所述侧刃后刀面(3-7)与所述前刀面(3-1)相交的边为所述侧刃(3-4);
4.根据权利要求3所述的适用于风机叶片主梁材料切割的圆锯片,其特征在于,所述主刃后刀面(3-5)的斜面倾角为主刃后角,所述主刃后角的角度为10°;所述副刃后刀面(3-6)的斜面倾角为副刃后角,所述侧刃后刀面(3-7)的斜面倾角为侧刃后角,所述副刃后角和所述侧刃后角的角度为5°。
5.根据权利要求1-4中任意一项所述的适用于风机叶片主梁材料切割的圆锯片,其特征在于,所述齿座(1)的宽度为3.8mm,所述刀齿(3)的宽度为4.8mm。
6.根据权利要求1-4中任意一项所述的适用于风机叶片主梁材料切割的圆锯片,其特征在于,所述副刃(3-3)的高度为2mm。
技术总结
本技术涉及切割设备技术领域,尤其涉及一种适用于风机叶片主梁材料切割的圆锯片,由锯片本体和锯齿组成,锯齿包括齿座、齿基和刀齿,齿座与锯片本体一体化成型;齿基固定于齿座,齿基朝向锯齿的锯切方向设置安装面;刀齿安装于齿基的安装面上;刀齿朝向锯齿的锯切方向的面为前刀面,前刀面远离锯片本体的部位为梯形刀面,梯形刀面的上底形成刀齿主刃,梯形刀面的腰形成刀齿副刃,前刀面靠近锯片本体的部位的侧边形成刀齿侧刃。通过主刃和副刃形成的夹角的设置,以及刀齿齿宽和主刃前角的角度调整,提高锯齿的高效切割能力,提升锯片使用寿命,降低锯切成本,实现对风机叶片主梁材料的直线锯切,并能适用于工业化生产。
技术研发人员:张腾波,吴德胜,朱乔生,武拥军,刘锋华,唐兵,郑磊,乐威
受保护的技术使用者:中国能源建设集团江苏省电力建设第一工程有限公司
技术研发日:20230613
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!