一种用于卧式铣床上装夹加工多工件的铣槽夹具的制作方法
本技术涉及机械加工,特别是一种用于卧式铣床上装夹加工多工件的铣槽夹具。
背景技术:
1、为了实现汽车同步器在汽车行驶换挡过程中预同步的功能要求,在同步器齿毂的外花键上一般设有圆周均布的三个u型滑块槽,用于预同步滑块的安装。
2、齿毂u型滑块槽的加工,一般采用卧铣的方法进行机械加工。现有的铣削加工零件工艺技术,通常情况下都是进行单件装夹加工,通过安装在铣床上的万能分度头依次对三个u型滑块槽进行机械加工操作,工作效率比较低下。
技术实现思路
1、本实用新型为了有效的解决上述背景技术中的问题,提出了一种用于卧式铣床上装夹加工多工件的铣槽夹具。
2、具体技术方案如下:
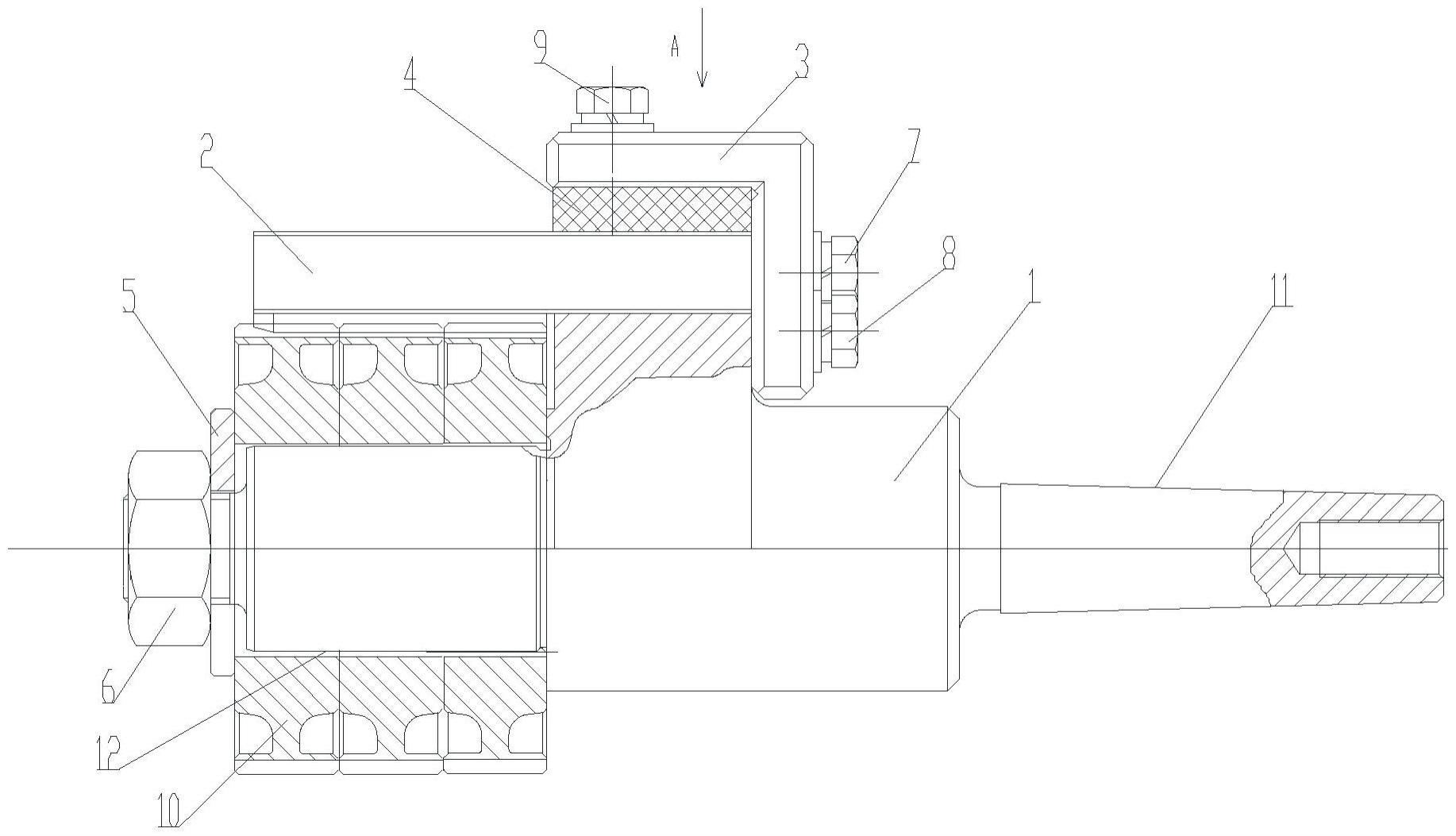
3、一种用于卧式铣床上装夹加工多工件的铣槽夹具,包括心轴、定位块、压板、耐油橡胶垫、开口垫片、压紧螺母、第一螺钉、第二螺钉和第三螺钉,所述压板通过第一螺钉和第三螺钉固定在所述心轴上,所述定位块通过第二螺钉安装在所述压板的内侧,定位块的下部设有长条半圆定位销;心轴的一端为阶梯轴,开口垫片套在阶梯轴处,压紧螺母与阶梯轴外端螺纹连接将开口垫片压紧。
4、优选地,所述压板呈l形,压板与定位块之间设有耐油橡胶垫,压板通过第三螺钉固定在心轴上的同时将耐油橡胶垫一起压紧。
5、优选地,待加工齿毂并排套接在所述心轴中部的定位轴上,三个齿毂并排长度大于定位轴的长度。
6、优选地,所述心轴另一端的莫氏锥度插入铣床上万能分度头的主轴锥孔中,并在心轴的尾部用螺钉拉紧固定连接,心轴和分度头一起转动。
7、与现有技术相比,本实用新型的有益效果是:本装置能在卧铣上多件装夹一次加工完成铣三槽工序,实现一次多件加工零件的目的;可以提高工效、降低成本。定位块中的半圆定位销与定位块本体融为一体的结构,刚性好,定位牢靠;定位块上安装的耐油橡胶垫,由于橡胶的弹性,使半圆定位销紧紧地贴合在齿毂外花键的齿槽上,可以有效消除齿毂外花键跨棒距大小带来的定位误差。
技术特征:
1.一种用于卧式铣床上装夹加工多工件的铣槽夹具,其特征在于:包括心轴、定位块、压板、耐油橡胶垫、开口垫片、压紧螺母、第一螺钉、第二螺钉和第三螺钉,所述压板通过第一螺钉和第三螺钉固定在所述心轴上,所述定位块通过第二螺钉安装在所述压板的内侧,定位块的下部设有长条半圆定位销;心轴的一端为阶梯轴,开口垫片套在阶梯轴处,压紧螺母与阶梯轴外端螺纹连接将开口垫片压紧。
2.根据权利要求1所述的一种用于卧式铣床上装夹加工多工件的铣槽夹具,其特征在于,所述压板呈l形,压板与定位块之间设有所述耐油橡胶垫,压板通过第三螺钉固定在心轴上的同时将耐油橡胶垫一起压紧。
3.根据权利要求1所述的一种用于卧式铣床上装夹加工多工件的铣槽夹具,其特征在于,待加工齿毂并排套接在所述心轴中部的定位轴上,三个齿毂并排长度大于定位轴的长度。
4.根据权利要求1所述的一种用于卧式铣床上装夹加工多工件的铣槽夹具,其特征在于,所述心轴另一端的莫氏锥度插入铣床上万能分度头的主轴锥孔中,并在心轴的尾部用螺钉拉紧固定连接,心轴和分度头一起转动。
技术总结
本技术涉及机械加工技术领域,特别是一种用于卧式铣床上装夹加工多工件的铣槽夹具,包括心轴、定位块、压板、耐油橡胶垫、开口垫片、压紧螺母、第一螺钉、第二螺钉和第三螺钉,所述压板通过第一螺钉和第三螺钉固定在所述心轴上,所述定位块通过第二螺钉安装在所述压板的内侧,定位块的下部设有长条半圆定位销;心轴的一端为阶梯轴,开口垫片套在阶梯轴处,压紧螺母与阶梯轴外端螺纹连接将开口垫片压紧。本装置能在卧铣上多件装夹一次加工完成铣三槽工序,实现一次多件加工零件的目的。
技术研发人员:谢小辉,郭星,杨训勇,徐勍,骆洪斌
受保护的技术使用者:赣州群星机械有限公司
技术研发日:20230613
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!