一种全自动检测焊线压合装置的制作方法
本技术涉及压合装置,特别涉及一种全自动检测焊线压合装置。
背景技术:
1、在半导体焊接时,需要对焊接芯片毛坯件进行压合,在焊接过程中当两个芯片毛坯件之间出现中空时此时会影响芯片毛坯件的焊接强度,那么如何在焊接的过程总实现焊线的压合是目前需要我们思考的一个问题。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种全自动检测焊线压合装置,以解决在焊接过程中当两个芯片毛坯件之间出现中空时此时会影响芯片毛坯件的焊接强度,那么如何在焊接的过程总实现焊线的压合是目前需要我们思考的一个问题的问题。
2、本实用新型一种全自动检测焊线压合装置的目的与功效,由以下具体技术手段所达成:
3、本实用新型提供了一种全自动检测焊线压合装置,具体包括:底座和第一压合部分;所述底座固定在工作台上,底座上放置两个芯片毛坯件,两个芯片毛坯件相互接触,底座上安装有两个第一压合部分;所述第一压合部分由座体、滑动杆、铁质压板和第一电磁铁组成,座体固定在底座顶端面,座体上滑动连接有两根滑动杆,两根滑动杆下方一端均与铁质压板焊接相连;底座底端面对称安装有两个第一电磁铁,两个第一电磁铁分别与两个铁质压板位置对正,当第一电磁铁通电时铁质压板与第一电磁铁呈吸附状态,此时两个芯片毛坯件呈固定状态,此时完成了芯片毛坯件的固定,避免了在焊接时出现位移现象。
4、可选地,所述底座底端面对称开设有两个卡接槽,每个卡接槽内均卡接有一个第一电磁铁,此时可提高第一电磁铁的安装稳固程度,且缩短了第一电磁铁与铁质压板的距离,也就提高了与铁质压板的吸附效果。
5、可选地,每个所述座体上均安装有一个第二压合部分;
6、第二压合部分由滑动臂、抵紧块、第二电磁铁和第三电磁铁组成,滑动臂共设有两根,两根滑动臂分别滑动连接在两个座体上,每个滑动臂外侧一端均焊接有一个抵紧块,两个抵紧块分别与两个芯片毛坯件的外侧接触,当两根滑动臂同时向内移动时可实现两个芯片毛坯件的夹持,避免焊线处出现中空。
7、可选地,左侧一根所述滑动臂内侧焊接有一个第二电磁铁,右侧一个根滑动臂内侧焊接有一个第三电磁铁,第二电磁铁和第三电磁铁磁极相反,当第二电磁铁和第三电磁铁通电时第二电磁铁和第三电磁铁吸附状态,此时也就完成了两块芯片毛坯件的夹持,且在焊接过程中随着芯片毛坯件软后可自动向内移动。
8、可选地,所述底座顶端面焊接有四个限位块,限位块与两个芯片毛坯件的前端面以及后端面接触,此时可实现芯片毛坯件的限位。
9、可选地,所述限位块顶端面经过打磨处理,经过打磨处理后限位块顶端面为弧形结构,此时可提高芯片毛坯件放置时的顺滑性。
10、有益效果
11、通过第一压合部分的设置,一方面,因座体固定在底座顶端面,座体上滑动连接有两根滑动杆,两根滑动杆下方一端均与铁质压板焊接相连;底座底端面对称安装有两个第一电磁铁,两个第一电磁铁分别与两个铁质压板位置对正,当第一电磁铁通电时铁质压板与第一电磁铁呈吸附状态,此时两个芯片毛坯件呈固定状态,此时完成了芯片毛坯件的固定,避免了在焊接时出现位移现象;
12、另一方面,因底座底端面对称开设有两个卡接槽,每个卡接槽内均卡接有一个第一电磁铁,此时可提高第一电磁铁的安装稳固程度,且缩短了第一电磁铁与铁质压板的距离,也就提高了与铁质压板的吸附效果。
13、通过限位块的设置,因底座顶端面焊接有四个限位块,限位块与两个芯片毛坯件的前端面以及后端面接触,此时可实现芯片毛坯件的限位;又因所述限位块顶端面经过打磨处理,经过打磨处理后限位块顶端面为弧形结构,此时可提高芯片毛坯件放置时的顺滑性。
14、通过第二压合部分的设置,因滑动臂共设有两根,两根滑动臂分别滑动连接在两个座体上,每个滑动臂外侧一端均焊接有一个抵紧块,两个抵紧块分别与两个芯片毛坯件的外侧接触,当两根滑动臂同时向内移动时可实现两个芯片毛坯件的夹持,避免焊线处出现中空;又因左侧一根所述滑动臂内侧焊接有一个第二电磁铁,右侧一个根滑动臂内侧焊接有一个第三电磁铁,第二电磁铁和第三电磁铁磁极相反,当第二电磁铁和第三电磁铁通电时第二电磁铁和第三电磁铁吸附状态,此时也就完成了两块芯片毛坯件的夹持,且在焊接过程中随着芯片毛坯件软后可自动向内移动。
技术特征:
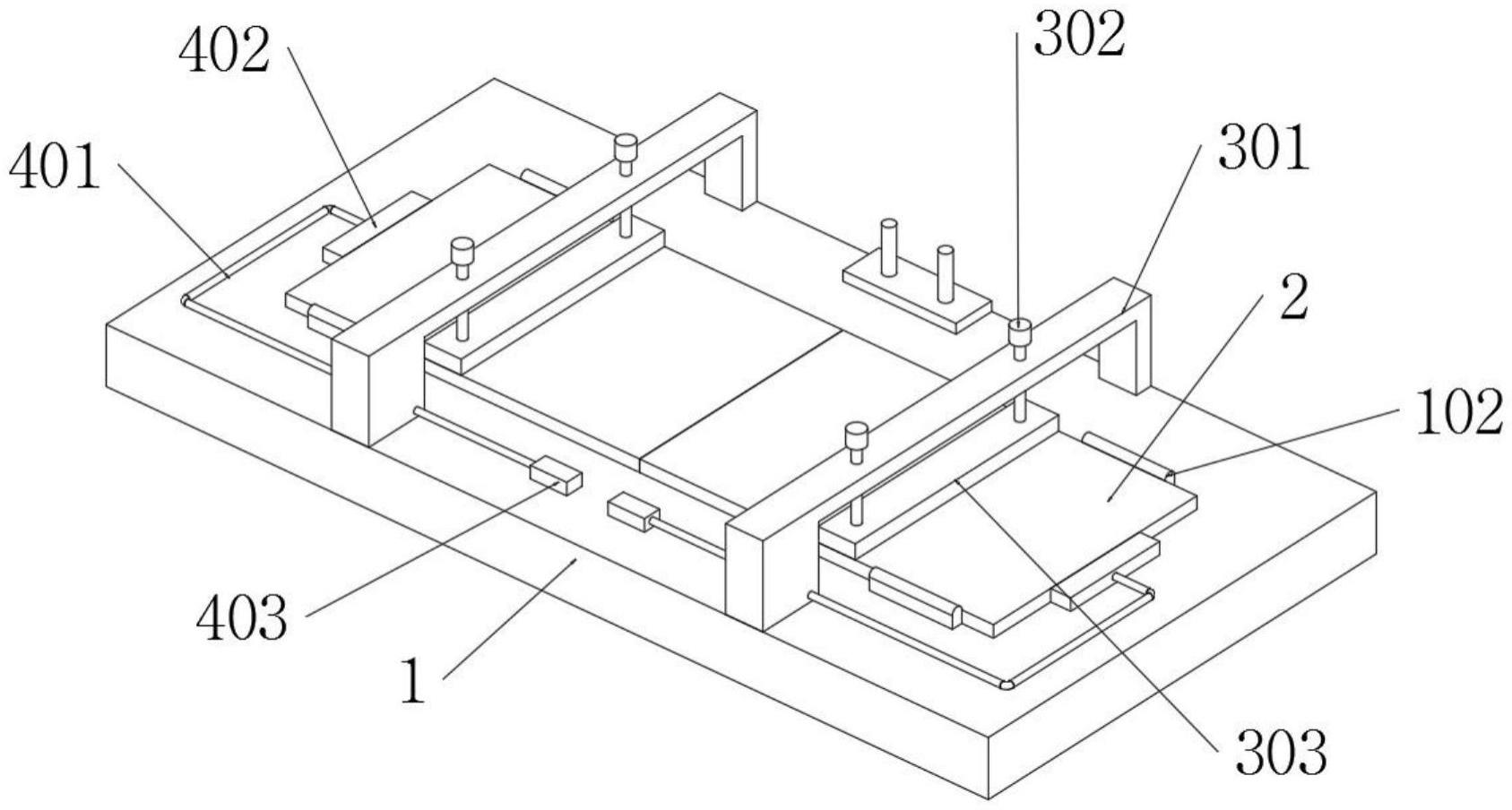
1.一种全自动检测焊线压合装置,其特征在于,包括:底座(1)和第一压合部分(3);所述底座(1)固定在工作台上,底座(1)上放置两个芯片毛坯件(2),两个芯片毛坯件(2)相互接触,底座(1)上安装有两个第一压合部分(3);所述第一压合部分(3)由座体(301)、滑动杆(302)、铁质压板(303)和第一电磁铁(304)组成,座体(301)固定在底座(1)顶端面,座体(301)上滑动连接有两根滑动杆(302),两根滑动杆(302)下方一端均与铁质压板(303)焊接相连;底座(1)底端面对称安装有两个第一电磁铁(304),两个第一电磁铁(304)分别与两个铁质压板(303)位置对正,当第一电磁铁(304)通电时铁质压板(303)与第一电磁铁(304)呈吸附状态,此时两个芯片毛坯件(2)呈固定状态。
2.如权利要求1所述一种全自动检测焊线压合装置,其特征在于:所述底座(1)底端面对称开设有两个卡接槽(101),每个卡接槽(101)内均卡接有一个第一电磁铁(304)。
3.如权利要求1所述一种全自动检测焊线压合装置,其特征在于:每个所述座体(301)上均安装有一个第二压合部分(4);
4.如权利要求3所述一种全自动检测焊线压合装置,其特征在于:左侧一根所述滑动臂(401)内侧焊接有一个第二电磁铁(403),右侧一个根滑动臂(401)内侧焊接有一个第三电磁铁(404),第二电磁铁(403)和第三电磁铁(404)磁极相反,当第二电磁铁(403)和第三电磁铁(404)通电时第二电磁铁(403)和第三电磁铁(404)吸附状态。
5.如权利要求1所述一种全自动检测焊线压合装置,其特征在于:所述底座(1)顶端面焊接有四个限位块(102),限位块(102)与两个芯片毛坯件(2)的前端面以及后端面接触。
6.如权利要求5所述一种全自动检测焊线压合装置,其特征在于:所述限位块(102)顶端面经过打磨处理,经过打磨处理后限位块(102)顶端面为弧形结构。
技术总结
本技术提供了一种全自动检测焊线压合装置,涉及压合装置技术领域,包括:底座和第一压合部分;所述底座固定在工作台上。因当两根滑动臂同时向内移动时可实现两个芯片毛坯件的夹持,避免焊线处出现中空;又因左侧一根所述滑动臂内侧焊接有一个第二电磁铁,右侧一个根滑动臂内侧焊接有一个第三电磁铁,第二电磁铁和第三电磁铁磁极相反,当第二电磁铁和第三电磁铁通电时第二电磁铁和第三电磁铁吸附状态,此时也就完成了两块芯片毛坯件的夹持,且在焊接过程中随着芯片毛坯件软后可自动向内移动,解决了在焊接过程中当两个芯片毛坯件之间出现中空时此时会影响芯片毛坯件的焊接强度,那么如何在焊接的过程总实现焊线的压合是目前需要我们思考的一个问题的问题。
技术研发人员:陈国斌
受保护的技术使用者:深圳市合科泰电子有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!