一种阀板表面铣削装置的制作方法
本技术属于阀板加工领域,具体涉及一种阀板表面铣削装置。
背景技术:
1、阀板是指安装在液压、气动等控制系统中的一种控制元件,通常由金属材料制成。阀板上通常有一些通孔、孔径、槽等,通过阀板上的这些孔洞的开启和关闭来控制流体的流动,从而实现控制系统的功能。
2、平板式阀板通常由一块平面的金属板组成,上面有一些孔洞和槽,通过转动阀杆或者直接移动阀板,控制孔洞和槽的开启和关闭,从而控制流体的流动。
3、一般情况下,阀板的上表面和下表面都需要进行铣削加工,以确保阀门在安装和使用过程中的平稳运行,其中,阀板上表面在铣削加工的时候,需要先将阀板进行定位,在定位完成后,通过铣刀对其进行铣削,但是目前在对阀板定位的时候,一般是将阀板的几个侧面进行定位,其中部为悬空状态,在铣刀对其铣削的时候,阀板中部容易受力弯曲,导致发生形变。
技术实现思路
1、为了解决现有技术中的一个或多个上述缺陷,本实用新型所要解决的技术问题是提供一种阀板表面铣削装置,该铣削装置结构简单,能够快速的对阀板进行定位夹紧,在阀板定位夹紧之后能够对其进行端面的铣削动作。
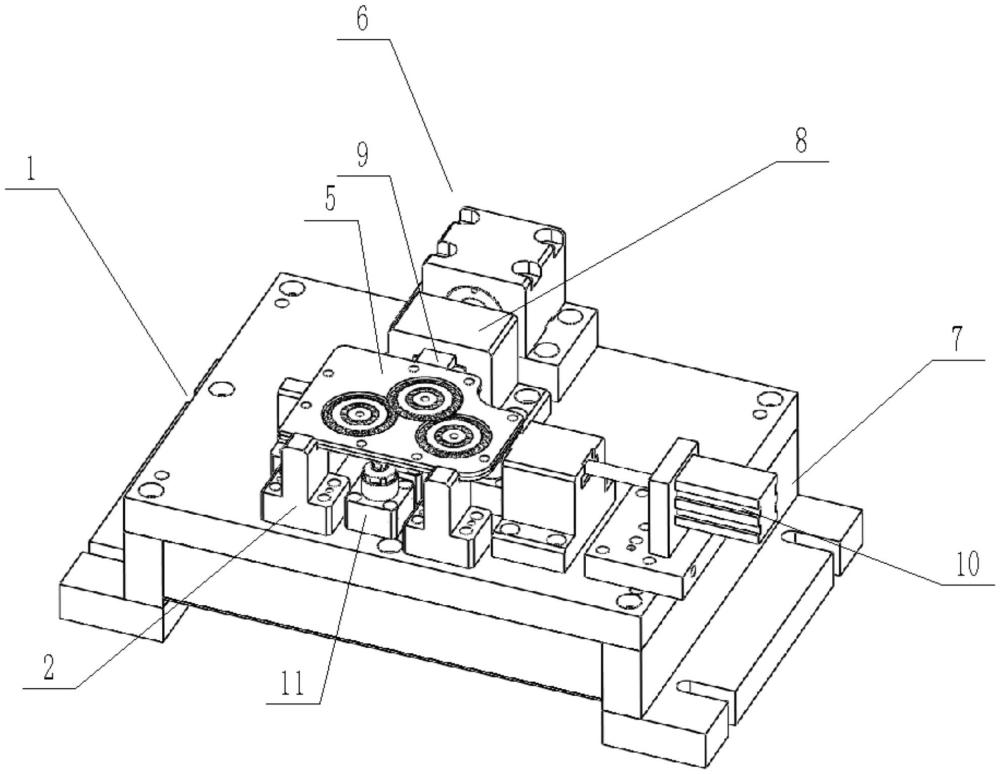
2、为实现上述目的,本实用新型提供了一种阀板表面铣削装置,包括:
3、一工作台;
4、一定位组件,所述定位组件包括若干定位挡块,所述定位挡块内侧开设有一卡接槽,所述卡接槽侧壁具有一和阀板分型面相匹配的倾斜面;
5、一压紧组件,所述压紧组件包括第一压紧机构和第二压紧机构,所述第一压紧机构和第二压紧机构均包括压紧块滑动座,在压紧块滑动座中滑动连接有压紧块,所述压紧块滑动座后侧还固定有一推动气缸,所述推动气缸和压紧块固定连接,所述第一压紧机构前侧还固定有支撑块;
6、一支撑组件,包括若干支撑气缸,所述支撑气缸安装在定位挡块之间。
7、进一步的,所述支撑气缸采用单动气缸。
8、进一步的,所述压紧块的压紧壁上也具有一和阀板分型面相匹配的倾斜面。
9、进一步的,所述工作台的左侧区域具有一个定位挡块,所述工作台的下侧区域具有两个定位挡块,所述第一压紧机构位于工作台的前侧,所述第二压紧机构位于工作台的右侧。
10、进一步的,所述单动气缸的数量为四个。
11、进一步的,所述卡接槽中开设置有一容屑槽。
12、本实用新型的有益效果是:
13、第一,该铣削装置结构简单,能够快速的对阀板进行定位夹紧,在阀板定位夹紧之后能够对其进行端面的铣削动作;
14、第二,由于定位挡块的卡接槽侧壁和压紧块侧壁均具有倾斜面,所以在定位夹紧阀板的时候,其和阀板的分型面能够相匹配,夹紧力能够更加均匀地分布在工件表面上,从而避免因为局部受力过大而导致工件变形或者损坏;
15、第三,在工作台上分布有单动气缸,所以能够在阀板下表面不平整的时候,也能通过上升从而很好的对阀板进行支撑,避免其在加工的时候发生弯曲变形。
技术特征:
1.一种阀板表面铣削装置,其特征在于,包括:
2.如权利要求1所述的阀板表面铣削装置,其特征在于:所述支撑气缸采用单动气缸。
3.如权利要求2所述的阀板表面铣削装置,其特征在于:所述压紧块的压紧壁上也具有一和阀板分型面相匹配的倾斜面。
4.如权利要求3所述的阀板表面铣削装置,其特征在于:所述工作台的左侧区域具有一个定位挡块,所述工作台的下侧区域具有两个定位挡块,所述第一压紧机构位于工作台的前侧,所述第二压紧机构位于工作台的右侧,所述第一压紧机构前侧还固定有支撑块。
5.如权利要求4所述的阀板表面铣削装置,其特征在于:所述单动气缸的数量为四个。
6.如权利要求5所述的阀板表面铣削装置,其特征在于:所述卡接槽中开设置有一容屑槽。
技术总结
本技术公开了一种阀板表面铣削装置,包括:一工作台;一定位组件,所述定位组件包括若干定位挡块,所述定位挡块内侧开设有一卡接槽,所述卡接槽侧壁具有一和阀板分型面相匹配的倾斜面;一压紧组件,所述压紧组件包括第一压紧机构和第二压紧机构,所述第一压紧机构和第二压紧机构均包括压紧块滑动座,在压紧块滑动座中滑动连接有压紧块,所述压紧块滑动座后侧还固定有一推动气缸,所述推动气缸和压紧块固定连接,所述第一压紧机构前侧还固定有支撑块;一支撑组件,包括若干支撑气缸,所述支撑气缸安装在定位挡块之间。该铣削装置结构简单,能够快速的对阀板进行定位夹紧,在阀板定位夹紧之后能够对其进行端面的铣削动作。
技术研发人员:蔡吉良,徐爱征,张孝君,余洪
受保护的技术使用者:重庆美心翼申机械股份有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!