一种压边圈防跳结构的制作方法
本技术涉及模具,更具体地说,涉及一种压边圈防跳结构。
背景技术:
1、拉延是冲压件生产中最常用的工艺方法,拉延模具结构分为上模座(凹模)、压边圈、下模座(凸模);当前多工位冲压设备生产过程中,生产速度可达到每分钟冲压20-25次,高速运行时拉延模具压边圈会由于氮气弹簧释放而发生跳动,超出理论行程,导致拉延零件跳起,设备夹手无法有效抓取零件,造成设备停台,影响生产效率及产品质量;
2、当前拉延模具一般直接使用限程螺钉进行限制,限制行程为压边圈行程增加2mm,实际生产过程中,压边圈与限程螺钉产生刚性碰撞,限程螺钉损坏频繁。
技术实现思路
1、本实用新型目的在于提供一种压边圈防跳结构,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
3、一种压边圈防跳结构,包括:
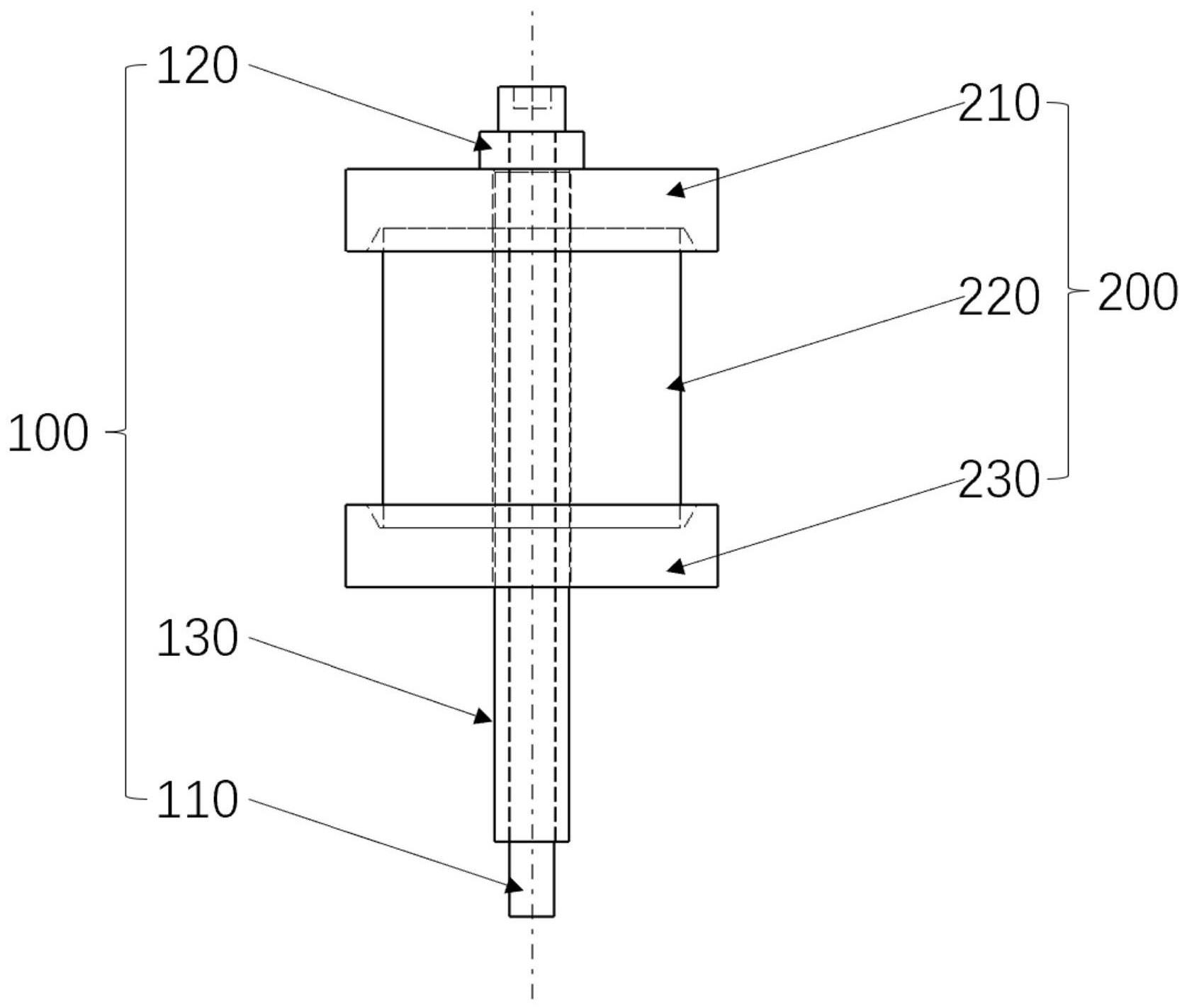
4、导杆100,所述导杆100的一端设置为连接部110;
5、防跳结构200,所述防跳结构200包括由上向下依次套设在所述导杆100上的第一限位垫片210、缓冲块220和第二限位垫片230,所述缓冲块220上下端面分别与所述第一限位垫片210和所述第二限位垫片230接触。
6、进一步地,所述连接部110为所述导杆100一端设置的外螺纹。
7、进一步地,所述导杆100的另一端设置有限位部120,所述第一限位垫片210设置在所述限位部120下方,并与所述限位部120接触。
8、进一步地,所述限位部120为所述导杆110一端设置的螺帽。
9、进一步地,所述缓冲块220采用聚氨酯材质。
10、进一步地,所述第一限位垫片210和所述第二限位垫片230均采用刚性垫片。
11、与现有技术相比本实用新型的有益效果是:
12、本实用新型提供的一种压边圈防跳结构,安装在模具底板表面,设备上滑块回程模具打开时,压边圈首先与第二限位垫片碰撞,然后第二限位垫片与聚氨酯材质缓冲块碰撞,缓冲块吸收能量后与第一限位垫片碰撞,此时碰撞的力量已经大大减少,通过第一限位垫片、缓冲块以及第二限位垫片之间的碰撞吸收能量,减少了压边圈对防跳结构的损坏。
技术特征:
1.一种压边圈防跳结构,其特征在于,包括:
2.根据权利要求1所述的一种压边圈防跳结构,其特征在于,所述连接部(110)为所述导杆(100)一端设置的外螺纹。
3.根据权利要求1所述的一种压边圈防跳结构,其特征在于,所述导杆(100)的另一端设置有限位部(120),所述第一限位垫片(210)设置在所述限位部(120)下方,并与所述限位部(120)接触。
4.根据权利要求3所述的一种压边圈防跳结构,其特征在于,所述限位部(120)为所述导杆(100)一端设置的螺帽。
5.根据权利要求1所述的一种压边圈防跳结构,其特征在于,所述缓冲块(220)采用聚氨酯材质。
6.根据权利要求1所述的一种压边圈防跳结构,其特征在于,所述第一限位垫片(210)和所述第二限位垫片(230)均采用刚性垫片。
技术总结
本技术涉及模具技术领域,公开了一种压边圈防跳结构,包括:导杆,导杆的一端设置为连接部,另一端设置为限位部;防跳结构,防跳结构包括由上向下依次套设在导杆上的第一限位垫片、缓冲块和第二限位垫片,缓冲块上下端面分别与第一限位垫片和第二限位垫片接触。本技术提供的一种压边圈防跳结构,安装在模具底板表面,设备上滑块回程模具打开时,压边圈首先与第二限位垫片碰撞,然后第二限位垫片与聚氨酯材质缓冲块碰撞,缓冲块吸收能量后与第一限位垫片碰撞,此时碰撞的力量已经大大减少,通过第一限位垫片、缓冲块以及第二限位垫片之间的碰撞吸收能量,减少了压边圈对防跳结构的损坏。
技术研发人员:陈柏旭,张昊
受保护的技术使用者:长春一汽富维汽车零部件股份有限公司冲压件分公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!