一种高速夹扣组装机的铆钉供料机构的制作方法
本技术涉及夹扣组装设备,尤其是涉及一种高速夹扣组装机的铆钉供料机构。
背景技术:
1、市面上常见的夹扣一般包含大片和小片,大片和小片的底部之间设有扭簧,扭簧中再穿设销钉,销钉将大片、小片以及扭簧连接在一起。分别用手指按压大片和小片的底部,使两片夹片的底部收紧,则两片夹片的顶部就会展开,夹上物品后,松开夹片底部,夹片顶部收拢,就能实现夹持固定。
2、为减少人力成本,提高发夹的成品出产量和产出效率,并增加夹扣的组装效率,中国发明专利cn202111034910.8公开了一种线夹组装设备,在该方案中,采用铆钉组装模组将自振动盘输出的铆钉安装在大小片组件中,但是并未对铆钉组装模组的具体结构进行说明。事实上,目前市面上的类似夹扣组装机的铆钉组装模组一般具备分钉、引孔和压钉等动作,其中,分钉的结构较为复杂,工作行程较长,分钉效率低,另外,其引孔和压钉的动作也并不能配合完成高速的铆钉输送动作,由于铆钉的供料效率低,安装在大小片组件上的精准度也较低,无法满足夹扣组装机更高速更精准的组装要求。
技术实现思路
1、为解决上述问题,本实用新型提出了一种高速夹扣组装机的铆钉供料机构。
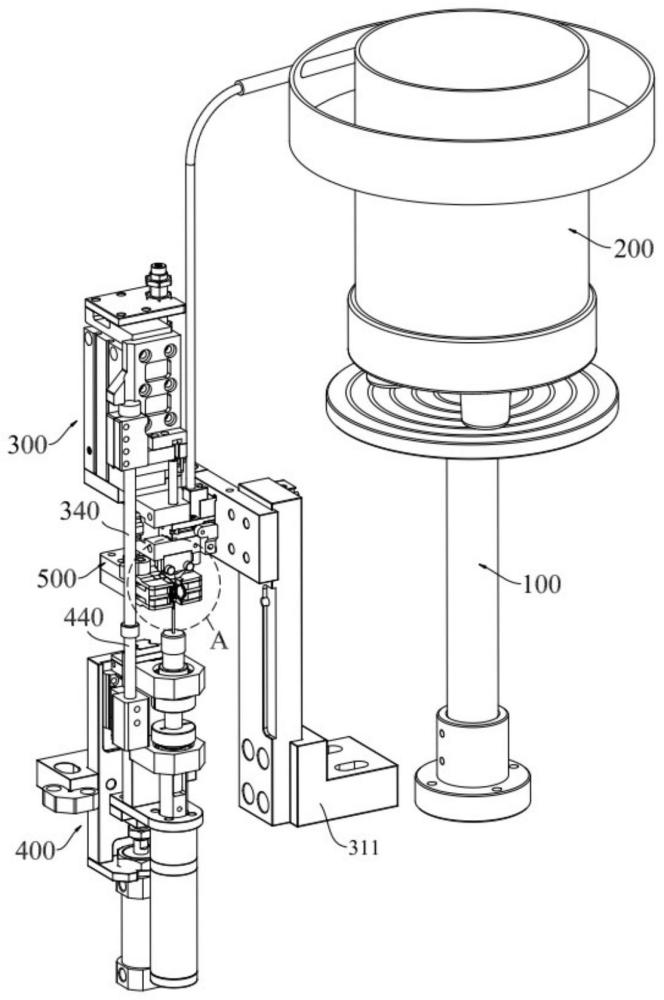
2、本实用新型所采用的技术方案是:一种高速夹扣组装机的铆钉供料机构,用于接收自振动盘输出的铆钉,并供料至在安装有大小片组件的夹具座上,包括分别位于所述夹具座上下方的铆钉送料机构和引孔机构,其中,所述铆钉送料机构包括:
3、立架;
4、驱压装置,安装在所述立架上,包括相互连接的驱动源和推针,所述驱动源用于驱动所述推针上下位移;
5、分钉装置,安装在所述立架上,且位于所述驱压装置下方,所述分钉装置包括分钉滑座,所述分钉滑座上沿水平方向设有滑槽,所述滑槽中滑接有滑块,所述滑块一侧设有用于驱动所述滑块在所述滑槽中滑动的第二气缸,所述滑块上设有供分钉套安装的上通槽,所述分钉滑座上安装有套管和分钉块,所述分钉滑座的下方安装有下钉嘴和下钉爪所述套管的下端延伸至所述滑槽,所述分钉块上设有用于承接铆钉的下料通道,所述下料通道和所述滑槽连通,所述分钉装置具备接钉状态和送钉状态,在接钉状态下,所述分钉套位于所述分钉块正下方,在送钉状态下,所述分钉套位于所述套管正下方,所述推针插接进入所述套管;
6、所述引孔机构包括:
7、安装架;
8、滑动辅助组件,安装在所述安装架上;
9、引针驱动组件,滑动安装在所述滑动辅助组件上,用于驱动引针上下位移,并穿过所述大小片组件上的安装孔。
10、以下还提供了若干可选方式,但并不作为对上述总体方案的额外限定,仅仅是进一步的增补或优选,在没有技术或逻辑矛盾的前提下,各可选方式可单独针对上述总体方案进行组合,还可以是多个可选方式之间进行组合。
11、优选的,所述铆钉送料机构还包括有上压柱,所述上压柱通过连接块安装在所述驱动源上,所述引孔机构还包括有下顶柱,所述下顶柱通过下撞块安装在所述引针驱动组件上,所述上压柱和所述下顶柱均沿竖向布置,且位移轨迹在同一直线上。
12、优选的,所述立架包括:
13、支座,安装在夹扣组装机的机架上;
14、支撑板,安装在所述支座上,供所述第二气缸和所述分钉滑座固定安装;
15、气缸托板,安装在所述支撑板上,供所述驱压装置安装。
16、优选的,所述驱动源包括:
17、第一气缸,安装在所述气缸托板上;
18、联动架,安装在所述第一气缸上,且包括联动于第一气缸的气缸轴上的气缸连接板,安装在所述气缸连接板上的固定板和过渡板;
19、油压缓冲器,安装在所述固定板上;
20、所述过渡板用于安装供所述推针卡接的卡块,和所述连接块。
21、优选的,所述分钉滑座的下方,且对应于所述套管的正下方设有相互配合安装的下钉嘴和下钉爪,其中,所述下钉爪上设有供所述推针插接的插接孔。
22、优选的,所述过渡板一侧设有感应片,所述立架上还设有设置在所述感应片对立位的第一光纤感应器。
23、优选的,所述滑槽远离所述第二气缸的一侧设有限位块。
24、优选的,所述上通槽自所述滑块的上端面向下延伸,所述滑块的侧面设有贯通的侧通槽,所述上通槽和所述侧通槽相交,所述分钉套上沿所述侧通槽的延伸路径设有贯穿的通孔,所述分钉滑座一侧设有第二光纤感应器。
25、优选的,所述安装架包括:
26、安装板,安装在夹扣组装机的机架上;
27、立板,呈竖向布置,且安装在所述安装板上;
28、所述滑动辅助组件包括:
29、支板,安装在所述立板上;
30、滑接块,固定安装在所述立板上;
31、第三气缸,安装在所述支板上;
32、所述引针驱动组件包括:
33、电机安装板,安装在所述第三气缸的气缸轴上;
34、滑接架板,安装在所述电机安装板上方;
35、滑轨,固定安装在所述滑接架板上,且供所述滑接块滑接;
36、驱动电机,安装在所述电机安装板上;
37、引孔杆,安装在所述驱动电机的电机轴上,所述引针安装在所述引孔杆上端。
38、更优选的,所述下撞块固定安装在所述滑接架板一侧,所述滑接架板上还设有供若干所述引孔杆穿设的导向辅套。
39、本实用新型与现有技术相比较,其具有以下有益效果:
40、1、分钉动作采用分钉滑座和滑接在分钉滑座上的滑块完成,并配合光纤检测,分钉行程短,可高效完成分钉;
41、2、在压钉过程中,位于驱压装置上的上压柱和位于引孔装置上的下顶柱形成联动,在铆钉被推针推至大小片组件中时,铆钉不会顶住引针,会同步下降,铆钉不会被压偏,可实现高速稳定的引孔压钉动作;
42、3、整体的分钉、引孔和压钉动作均高效稳定,可对夹具座配合实现更高效更精准的铆钉供料,实用性强。
技术特征:
1.一种高速夹扣组装机的铆钉供料机构,用于接收自振动盘输出的铆钉,并供料至在安装有大小片组件的夹具座上,其特征在于,包括分别位于所述夹具座上下方的铆钉送料机构和引孔机构,其中,所述铆钉送料机构包括:
2.根据权利要求1所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述铆钉送料机构还包括有上压柱,所述上压柱通过连接块安装在所述驱动源上,所述引孔机构还包括有下顶柱,所述下顶柱通过下撞块安装在所述引针驱动组件上,所述上压柱和所述下顶柱均沿竖向布置,且位移轨迹在同一直线上。
3.根据权利要求2所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述立架包括:
4.根据权利要求3所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述驱动源包括:
5.根据权利要求4所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述分钉滑座的下方,且对应于所述套管的正下方设有相互配合安装的下钉嘴和下钉爪,其中,所述下钉爪上设有供所述推针插接的插接孔。
6.根据权利要求5所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述过渡板一侧设有感应片,所述立架上还设有设置在所述感应片对立位的第一光纤感应器。
7.根据权利要求6所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述滑槽远离所述第二气缸的一侧设有限位块。
8.根据权利要求1-7任一项所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述上通槽自所述滑块的上端面向下延伸,所述滑块的侧面设有贯通的侧通槽,所述上通槽和所述侧通槽相交,所述分钉套上沿所述侧通槽的延伸路径设有贯穿的通孔,所述分钉滑座一侧设有第二光纤感应器。
9.根据权利要求2所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述安装架包括:
10.根据权利要求9所述的一种高速夹扣组装机的铆钉供料机构,其特征在于,所述下撞块固定安装在所述滑接架板一侧,所述滑接架板上还设有供若干所述引孔杆穿设的导向辅套。
技术总结
本技术公开了一种高速夹扣组装机的铆钉供料机构,其包括分别位于夹具座上下方的铆钉送料机构和引孔机构,铆钉送料机构包括立架;驱压装置,安装在立架上,包括相互连接的驱动源和推针;分钉装置,位于驱压装置下方,包括分钉滑座,分钉滑座上沿水平方向设有滑槽,滑槽中滑接有滑块,滑块一侧设有第二气缸,滑块上设有供分钉套安装的上通槽,分钉滑座上安装有套管和分钉块,引孔机构包括安装架;滑动辅助组件,安装在安装架上;引针驱动组件,滑接在滑动辅助组件上,本技术分钉行程短,分钉高效,通过位于驱压装置的上压柱和位于引孔装置的下顶柱的联动,可实现高速稳定的引孔压钉动作,进而完成对夹具座精准高效的铆钉供料,实用性强。
技术研发人员:吴昊
受保护的技术使用者:吴昊
技术研发日:20230619
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!